Estoy tratando de imprimir unos postizos para un molde de inyección. Cual es la mejor resina para ello. El primero lo he hecho de Rigid 10k pero no se si es la mejor opción.
Hola @Joguets ,
Gracias por tu pregunta! Tienes razón, Rigid 10k, en la mayoría de aplicaciones, es lo mejor material para hacer un molde de para maquinas de inyectar. Pero sabes que hay otras opciones que también puede servir, depende de tus necesidades, que incluyen: High Temp y Grey Pro or Grey v4.
Aquí hay nuestro blog + White Paper sobre el proceso de crear tu propia técnica de Moldeo por Inyección y las diferencias entre los materiales.
- Rigid10K Resin es un material de grado industrial, con alto contenido en vidrio, que proporciona una solución que puede hacer frente a una mayor variedad de geometrías y procesos de moldeo por inyección. Tiene un HDT de 218°C a 0,45 MPa y un módulo de tracción de 10.000 MPa, lo que lo hace fuerte, extremadamente rígido y térmicamente estable.
- HighTemp Resin ofrece una temperatura de deflexión térmica es de 238 °C @ 0,45 MPa que es adecuada para el moldeo por inyección. Este material es más quebradizo, pero se recomienda para materiales con una temperatura de moldeo elevada y para reducir el tiempo de enfriamiento.
- GreyPro Resin tiene una conductividad térmica menor que High Temp Resin o Rigid Resin, lo que conlleva un mayor tiempo de enfriamiento, pero es más blanda y puede soportar cientos de ciclos.
Suerte!
1 Like
Hi all,
For non-spanish speakers, Joguets asked which material is best for making molds for Injection Molding. We confirmed Rigid 10k is our preferred material for most applications, however High Temp, Grey Pro and Grey v4 could also work out, depending on your application needs.
Check out this Injection Molding blog + white paper for the expanded details.
Rigid10k: If Formlabs go-to material for professional Injection Making molds.
High Temp: Better for higher temps, but lower pressure, as it can get brittle
Grey Pro Resin Has a lower thermal conductivity than High Temp Resin, which leads to a longer cooling time, but it is softer and can withstand hundreds of cycles.
Note that mold-making out of Standard resins only works if whatever you’re pouring doesn’t get too hot (most resins have a heat deflection temperature of 50-70°C).
Pro-tip: Make sure to clean the molds out thoroughly if you’re using. silicone.
Good luck!
3 Likes
Esta es la primera pieza de Rigid 10k que imprimo. Se me ha deformado un poco.
También veo que hace como unas aguas de material como más transparente. ¿a que es debido?
No se como subir una imagen.
1 Like
Hola @Joguets se puede subir una imagen usando esta flecha aqui

Quiero ver la pieza antes que te doy una conseja…
Puedes explicar un poco más sobre la transparencia?
1 Like
Le doy a lo de subir, selecciono la imagen y se pone a cargarla pero no la carga. Y he probado a arrastrarla y tampoco funciona. ¿La imagen tiene que estar en algún formato en concreto? Es un Jpg normal y corriente.
1 Like
Hola @Joguets, Lo siento que tienes problemas de cargarla. Normalmente se puede cargar en formas de jpeg, png y pdf. No entiendo lo que esta pasando, pero también puedes mandarla por mi email: diana@formlabs.com
1 Like
Buenas tardes Diana, no se si viste el correo que te envie con las fotos de la pieza impresa que te comentaba.
1 Like
Hola @Joguets, gracias por compartir la foto. Este artefacto en tu impresión es un problema de secado del alcohol isopropílico (IPA). Esto sucede cuando el exceso de IPA permanece en tu impresión durante demasiado tiempo. Para solucionarlo se puede sacudir el IPA de tu impresión antes de que se seque o, si tienes acceso, usar un compresor de aire para eliminar todo el exceso de IPA.
English: The artifacts you’re seeing on your print is because of excessive IPA that has dried and essentially imprinted on your print. This happens when excessive IPA stays on your print for too long. The way to fix this is to either to make sure to shake off all excessive IPA before it dries or, if you have access to one, use an air compressor to remove all excessive IPA.

1 Like
Gracias Diana.
Tengo otra duda, veo que para este material hay dos curados, el recomendado 60min 70ºc o Thermal post-cure 125min 90ºC.
¿Cual me recomiendas?
Gracias
Juan Pérez
1 Like
Hola Juan,
El Rigid 10k datasheet muestra cuatro opciones de curación dependiendo de los resultados que necesitas.
1. No Postcurada
2. Curado con luz UV Las piezas se han sometido a un poscurado con una Form Cure a 70 °C durante 60 minutos.
3. Curado con luz UV + Curado térmico: Las piezas se han sometido a un poscurado con una Form Cure a 70 °C durante 60 minutos y, posteriormente, a un curado térmico adicional a 90 °C durante 125 minutos.
4. Curado con luz UV + Granallado Las piezas se han sometido a un poscurado con una Form Cure a 70 °C durante 60 minutos y granallado.
Rigid 10k Datasheet en Español:

Rigid 10k Datasheet in English:
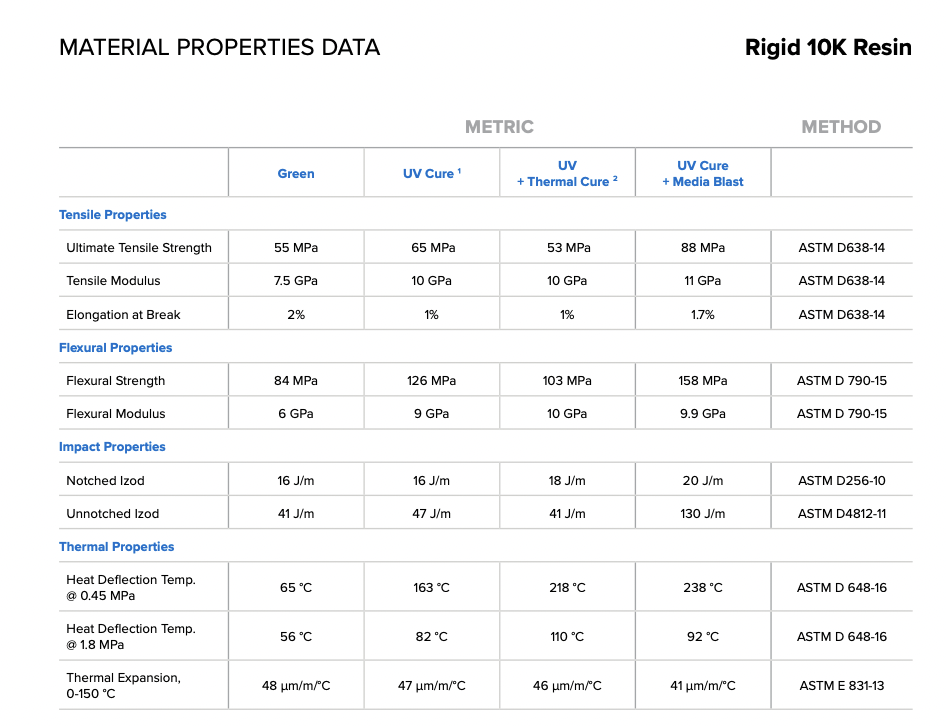
UV Cure: post-cured with a Form Cure for 60 minutes at 70 °C
UV Cure + Thermal Cure: post-cured with a Form Cure for 60 minutes at 70 °C and an additional thermal cure at 90 °C for 125 minutes
1 Like
Gracias Diana, para la fabricación de moldes para inyectar ¿debería curarlo con la opción 3? ¿Verdad?
Gracias!!
1 Like
Si, exacto #3 - Curado con luz UV + Curado térmico.
1 Like
Muchas gracias Diana.
2 Likes
Ya lo tengo preparado para probar, a ver si funciona…
1 Like
Buena suerte! Espero los resultados.
No he podido subir la imagen, que acompañaba mi comentario, para que vierais mi trabajo.

2 Likes
Veo la imagen! Super setup - funciona bien el molde?
Estamos esperando que el cliente traiga el material para probarlo.
Por otro lado tengo una pequeña duda. A las piezas de este molde, les he hecho solo la primera parte del curado, me falto la segunda parte de 90 °C durante 125 minutos. Por desconocimiento. ¿Crees que aguantarán?
Hola @Joguets - depende de lo que necesitas de tracción, flexión, impacto y temperatura. Aqui tenemos los propiedades de curado con luz y con curado térmico.

1 Like