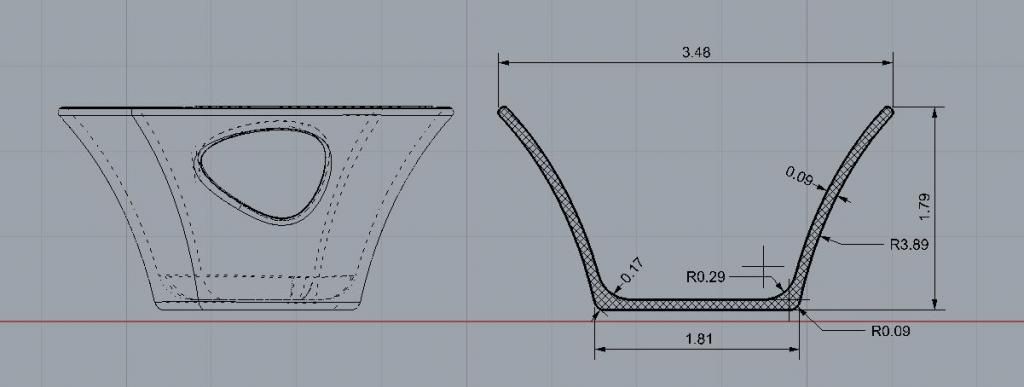
Hello everyone, I modeled the object below in Rhino and exported as an STL and send it to print at 0.1mm on grey resin. I am pretty happy with the overall finish and fidelity of chamfers between the printed part and the digital model.
However I would like to know what could have caused the errors below:
There is bit of a pealing effect of “holes”
The happen mostly on bottom / inside.
Lastly, the bottom looks horrible due to the number of support. This face was intended to be smooth.
How do you deal smooth flat surfaces?
Had similar results a few times myself while printing large walled objects. I think those are caused by air bubbles. When a large surface gets peeled and then moves down, since the resin is a little viscous it may trap air and create bubbles that can then put holes inside the walls like that.
Hopefully formlabs can do some testing and figure out a way of avoiding these. Maybe software can detect large areas like that and do a slower peel, or lift and pause a bit for the resin to flow back slowly?
The bottom will print better if you tilt the object 6 degrees or so. I think the other flaws are blow-outs from trapped pressure after the peels. I would put a hole in the bottom and patch it after printing.
By peel we mean when the tank tilts to pull itself free. The curing process makes it stick a little. The hole would go in the lowest point so it is available during the whole print for vent purposes. Tilting the part is a nice way to prevent the pitting you see. It is tempting to put the bottom flat, but what happens is the first layers of the model tear during the peel and stay on the tank. As the tops of the support pillars grow things come back together, but it’s too late for good texture. If the model is tilted it can grow, and the previous layers can help peel.
I usually move the model around or change the angle and reprint until it comes out better. I haven’t tried putting a hole. But anyway on your model, it looks like there is a large opening on the side anyway. You should try printing that tilted like JoshK suggested. It should come out much better, except you would then have some support marks to deal with afterwards on the sides and maybe on the inside of the model.
thanks make sense.
I also just learned that “tall” slender or tall parts seem to have a hard time staying on the build platform.
For example a cylinder is better printed on its side at an angle.