Grato pela ajuda Katkramer realmente preciso de um protótipo em joias pra eu saber a qualidade da impressão da formlabs, Quando faço um pedido de amostra para a formlabs ai me mandam uma peça de chedres mesmo eu especificando minhas necessidade,com essa peça não da pra ter noção da qualidade da impressão em joias fico grato caso alguém me ajude quero comprar uma formlabs 2 mais preciso ver a qualidade de impressão.
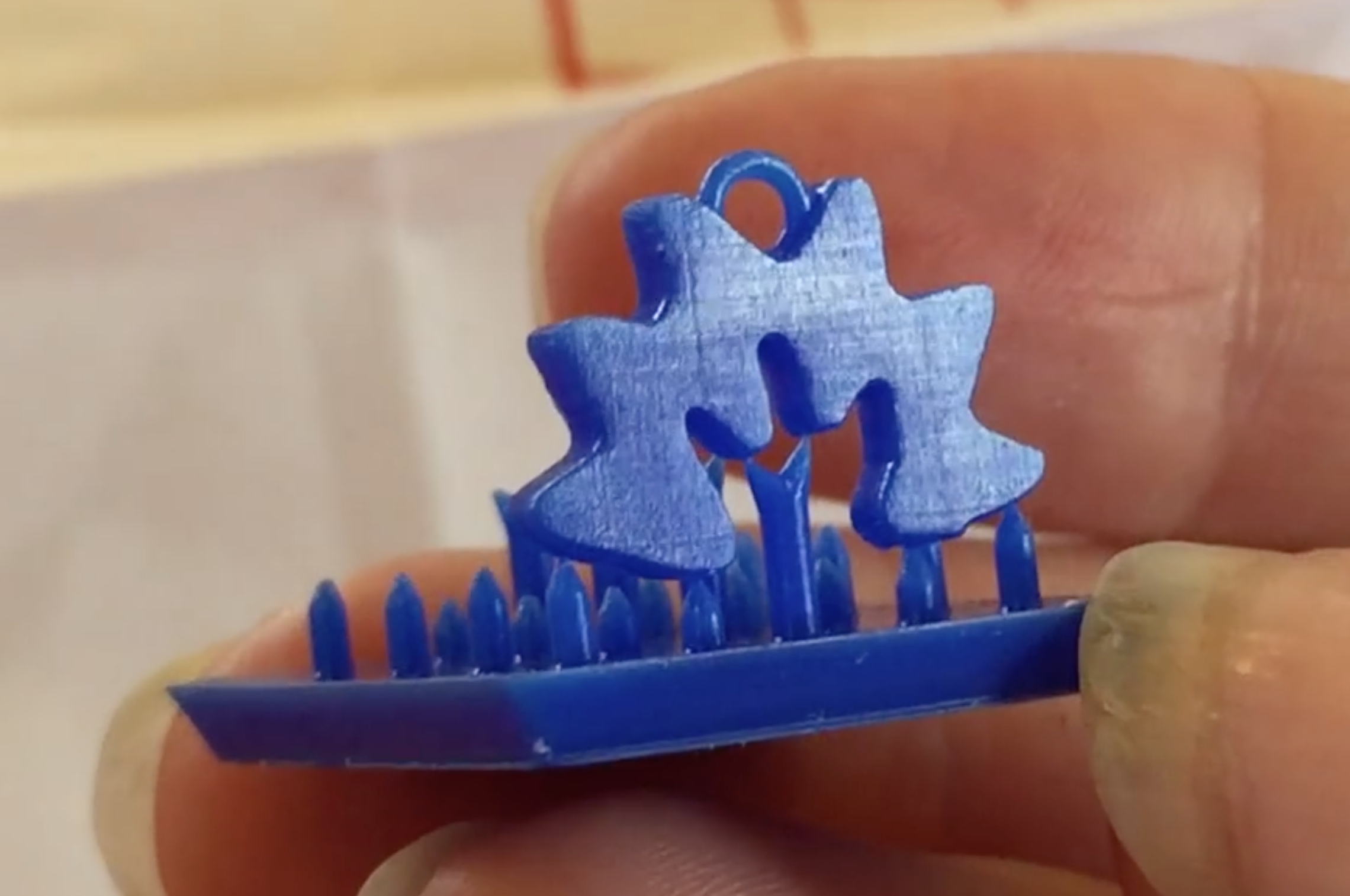
Rodrigo , eu só recebi o meu Formulário 2 cerca de duas semanas atrás, e eu tenho impresso cerca de 6 lotes. Estou impressionado com a qualidade do novo Calcinável Resin Versão 2 (a versão é importante). Estou criando modelos para lançar directamente a partir, e se lançaram bem, então vou fazer um molde de RTV do casting. Eu tenho tanto Calcinável Resina V2 e resina clara. Eu entendo que as novas configurações de resina e de impressora é suposto dar resultados mais suaves. Você pode fazer upload de uma foto de um pedaço de sua jóia que você gostaria de imprimir? O exemplo abaixo foi um encanto para ser lançado em prata de lei . Eu criei os suportes em vez de deixar o software pré-forma torná-los.
Se você pode me dar um modelo que você gostaria impresso, eu poderia tentar e imprimi-lo para você e fazer upload de fotos.
[Rodrigo, I just received my Form 2 about two weeks ago, and I’ve printed about 6 batches. I am impressed with the quality of the new Castable Resin Version 2 (the version is important). I am creating models to cast directly from, and if they cast well, I will then make an RTV mold from the casting. I have both Castable Resin V2 and clear resin. I understand that the new resin and printer settings are supposed to give smoother results. Can you upload a picture of a piece of your jewelry that you would like to print?]
Ótimo fico grato pela sua ajuda, posso mandar um modelo pra você qual e seu email pra que possa enviar a peça?
Is the surface of the castable resin typically that rough? I have been making my parts using the clear resin and using them in either organic rubber, silicone rubber for spin casting or as patterns for Delft clay. Prior to making my molds I try to make sure my surfaces are super smooth and blemish free especially with the rubber because it shows every tiny spec. Is it possible to sand out the castable resin to save work down the road or does it matter?
I had looked into doing some lost wax but I don’t have the room for a burnout oven, too many toys in my shop already.
@KenCitron, I think it’s the screenshot from a video that makes it look rougher than it is. When I’m looking at the model through my regular glasses, the surface is pretty smooth. I
The models I had printed with version 1 of the castable resin seemed like the lines were more prominent. I have not cast these models from the version 2 castable resin yet (I’m planning on direct casting of the model), but I’m pretty confident any slight surface texture should tumble and buff out easily.
I have considered using the clear resin to make models for Delft clay casting, but haven’t done that yet…I would LOVE to see a photo of something made this way (hint, hint!). I have samples from the clear resin that are impressive, but I feel like the new castable resin V2 is smoother than the clear resin samples I’ve seen.
I have tried to sand the castable resin a little with very fine sanding sticks, but I feel like it roughens the model more than it was…I also cure mine for 15-20 hours so I know they’re pretty hard, but they still seem a little stickier than the regular resin. If you’re not doing direct casting from the model, it might be better to use the regular resin so you can sand and clean it up, then continue making the rubber molds. On the charm above, I was going to cast, polish, then make an RTV mold.
Here are a couple more photos. On the tall earrings, there are a few little “anomalies” that were “flakes” of resin from a failed print on the back below my logo (I tried making my own supports). You can see on the last photo that the bottom of the charm didn’t print correctly because my support wasn’t making good contact with the model and one of the bases was too small and the print fell off the build platform and into the resin tray. You can see one of the resin flakes on the surface and it generally looks messy…this is because of the failed print.



Those are smooth. To get rid of the sticky, do your post curing in water with a UV light. For me it takes literally a few seconds to post cure then I sand and go to molding. So far I have been able to use organic molds right from the clear plastic but my parts tend to be relatively flat.
For the delft clay I built a custom frame with a built in spru former and special locking clamps that I am seeking a patent on. Frames are simple enough to make, I found oak works fine when pegged.
People seem to like the sand finish so large production runs I now need to make molds from the clay cast parts.



1 Like
post curing in water with a UV light. For me it takes literally a few seconds to post cure
just few seconds?
Yes, I use a 405nm laser pointer and doodle over the surface. Most of my parts aren’t all that big, coins, keychains etc. The pointer I use I can adjust the focus on it. so I spread it out to about 1/4" dia. and shine it across the surface.
Ah, I was wondering if anyone had tried using Delft Clay with printed positives. Those results look great!
1 Like
@KenCitron, those are really cool! Pewter, I’m guessing? I love the rougher texture!!
Yes pewter except the enameled belt buckle which is zamak 8. Downside with zamak is the oxides react with iron crucibles in the electric melters and eat through them really quickly.
So far the texture is pretty popular with my customers. I use then pewter antique from Casswell which is petty safe, odor free and very inexpensive.
1 Like
Many thanks for the extra info. I can see why your customers like that texture…very nice pieces. I haven’t cast with pewter yet, but may try it with Delft clay. 
I use the Britannia 8 pewter. It has a bright finish and doesn’t tarnish. Contenti or Romanoff are good suppliers. They all sell it in approx 7 Lb bars. You should make sure you have good ventilation since it contains antimony. Pout temp around 650F is good though you can go lower with Delft clay since it won’t cool off as fast like. centrifugal caster does.
1 Like
Sweet! Thanks for the tips!