I was make severeal preprints by Gray pro resin for finally adjusting sizes, all was fine.
They when i was fully sure, model are ok, i try print it by rigid 10k resin, generally results and model looks brilliant. But i was confused with 2 faults where printer doesnt want print small verticall pipes. Print it partially, but partially it fully blocked, even drilling cant open the pipes. according picture. area marking as red arrow fully blocled, area maked as blue arrow unknow. Internal diameter 1mm, external diameter 2,6mm.
componetn very big, below 120ml, resin very expensive.
I can a little increase diameters, up to 1.5x3mm, but how to be sure it will not block on half way again. In both cases pipes print vertically and blocking happens on the “normal way” before pipe bending. Prewiev show there should be pipe. Generally even cheap chinesse printer can print pipes like this horizontally.
Printer form3, firmware and software latest at 09.04.2022. print thikness 0.05mm. all setup are automatic.
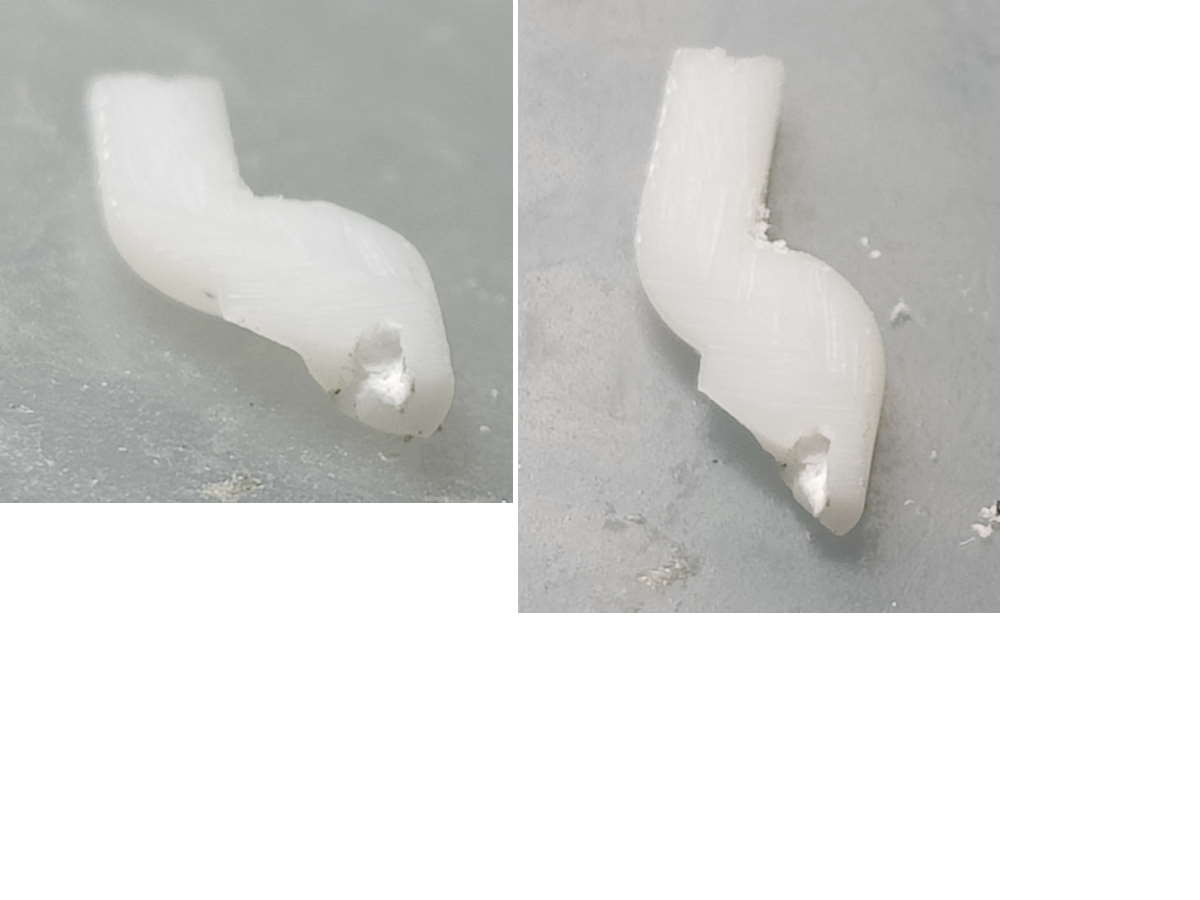
tryings to drill, then grinding for check, no any visibility of end of pipe
model not cured, washing only
Hello @Vertual ,
My name is Nakul Bende, and I will be happy to help you. Thanks for posting a detailed description.
Rigid 10K is one of our most accurate resins, I suspect what you are observing is a combination of difficulty in clearing enclosed channels, and bleed-through in overhang regions. We might be able to help, would you be willing to share the stl? It does not have to be the exact thing, even a block with representative geometry will help us in debugging and making suggestions.
Thanks!
Hello, NakulBende
Thanks for responce.
https://drive.google.com/file/d/1-Gh3uWz7SibUsL-CMx0sTbJpsn3ZM5OT/view?usp=sharing
Please send requst i will open file for you. It flow control unit for gas analyzer. Without whole unit electronics, firmware, software it useless. But mashine performance complete depend from accuracy of this component.
Expect print accuracy no worse than Black V4, Grey pro. (Grey pro good accuracy, but component flexible…)
declared problem are minor right now, elements which can`t printed by R10K was print as dedicated components by another resin and then glued. But mechanical engineer spend half year for air flow simulation and pipes shape - internal pipes accuracy most critical requirements.
Was used orientation pipes to build platform, automatic support generation without internal support. Then enable internal support and manually added where it possible remove after printing.
Has huge amount minor bugs caused by semi automatic drawing, it fixed manually right now, that can be ignored. That is especially that version of file as was printed in the April, With firmware and preform version actual for 11 April 2022.
About cleaning, i use Chinese PRK-188 (FAST) solution. Supplier not tell what is it, i not ask. Maybe it paint remover.
It like oil (smell like oil, not evaporate, consistency like light oil), which not dissolve uncured resin, it instantly displace uncured resin from surface of component. Then wash by water, rest of cleaning solution catch chemical reaction with water and stay white like milk.
Effect of washing looks like drop of gasoline on water surface. Even enough several dishes for complete clear big element. but I completely immerse this component in this cleaning solution and flush all pipes by syringe. After all clean by high pressure air.
Extreme useful when need catch accurate size and keep accuracy for extreme small elements, because in compare with dissolving solutions it not damage surface.
I sure, this is not a cleaning problem.
Also please attention on this accuracy.
grey pro desired 8mm, accepted 8,013

R10K same model, fail with size 7.91

anyway need fix it because reprint whole component expensive thing, DIY SLA printer, material like ABS
desired 8.1mm accepted 8.112mm
Hi @Vertual,
I have reached out to Nakul to get some more information for you; the enclosed internal channels make cleaning hard, but using a wire of some sort might help to clean them. Also, using this alternative cleaning solution could very likely be swelling these parts as it is one that we have not tested or vetted ourselves. If at all possible, using Isoproyl alcohol or TPM would be a better bet to yield consistent printed parts.
Hi. i think not correctly understood difference between dissolve and disposition. disposition cleaning stronger than hard filing. IPA blur surface, disposition remove all what possible and impossible from cured surface.
where need size accuracy or difficult internal surfaces, disposition much-much better, than unpredictable blurred by IPA surface.
on the photo same direction of printing, same layer thickness 0.1mm, resin black V4
i sure printer does`t print that element with R10K, but print by Grey pro, not because cleaning problem.
That component in the message from April 11 was cleaned, but not cured, then grinded.