Well the .5 micron rating might just get me to fire it up again to see this.
Thanks for the heads up Eks!
Well the .5 micron rating might just get me to fire it up again to see this.
Thanks for the heads up Eks!
Well tested the new .5 setting in Preform for the 3L and it most definitely made a difference in surface quality. My test prints came out perfect.
I did it across the seam line and with the .5 setting i can barely see the line at all. Hopefully turning the corner on this whole ordeal.

Cool, thx for sharing.
Baby steps but we’ll get there eventually.
Hopefully I’m not too late here for the “3L issues” party…
Our lucky streak with the printer has finally came to an end. After chugging through a bit over 2 liters of Rigid10K, we accidentally found out that the tank is definitely not in the right shape after a weird resin overfilled warning that showed while our print was finished and was being taken out. It seems our tank has decided its time for some fancy origami, although tank life (110/250 hours printed, 12/75 days with resin) is still at 44%…
Of course, this more than likely also got our parts compressed on one side, and I’m 100% sure the engineers did not draw it that way…
You are not to late and welcome!
I have almost the same side plastic issue in my Tough 2K resin tank, shown in your first picture. The magnet whipper took off 2 time when preparing resin. But I didn’t get fail prints. I hope that the resin tank will last is end of life… I wish you good luck too.
George,
I’d reach out to support about that as i am sure you are already planning to. At least you should get a new tank for that!
My tanks have not read correctly since i have gotten the machine. Only thing i have printed in is the standard grey. I will say my print this last week turned out great with the new .05 micron setting in preform. Surface quality improved greatly!
Good luck.
Morning, I too am having timing/resin volume in cartridge issues, but the prints I get are great, although 50% failure rate isn’t great! I guess I can either “quit” ref. FL or remain, undecided as yet.
Print times in Preform and shown on the machine are not accurate, but print time is not linear with layer height, so it tends to initially be slower per layer nearer the build platform.
regards
Chris
Titon,
Definitely will have a good chat with support about it. We’re pretty lucky to end up with a working machine, so once the tank issue is resolved we should hopefully go right back to printing.
My last print in preform when i switched to the .05 layer height was not accurate either. In fact it was 5 hours off!
Hopefully the next firmware update will resolve this. At lease my print turned out great.
Welcome and no, it’s way far from “too late” unfortunately.
Well, I do have a tank like that which has reached its EOL today but it sure gave me nothing but excellent prints so even a tank that looks like a roadkill isn’t exactly the reason for failures:
I’ll post the last print that came out of it before its EOL.
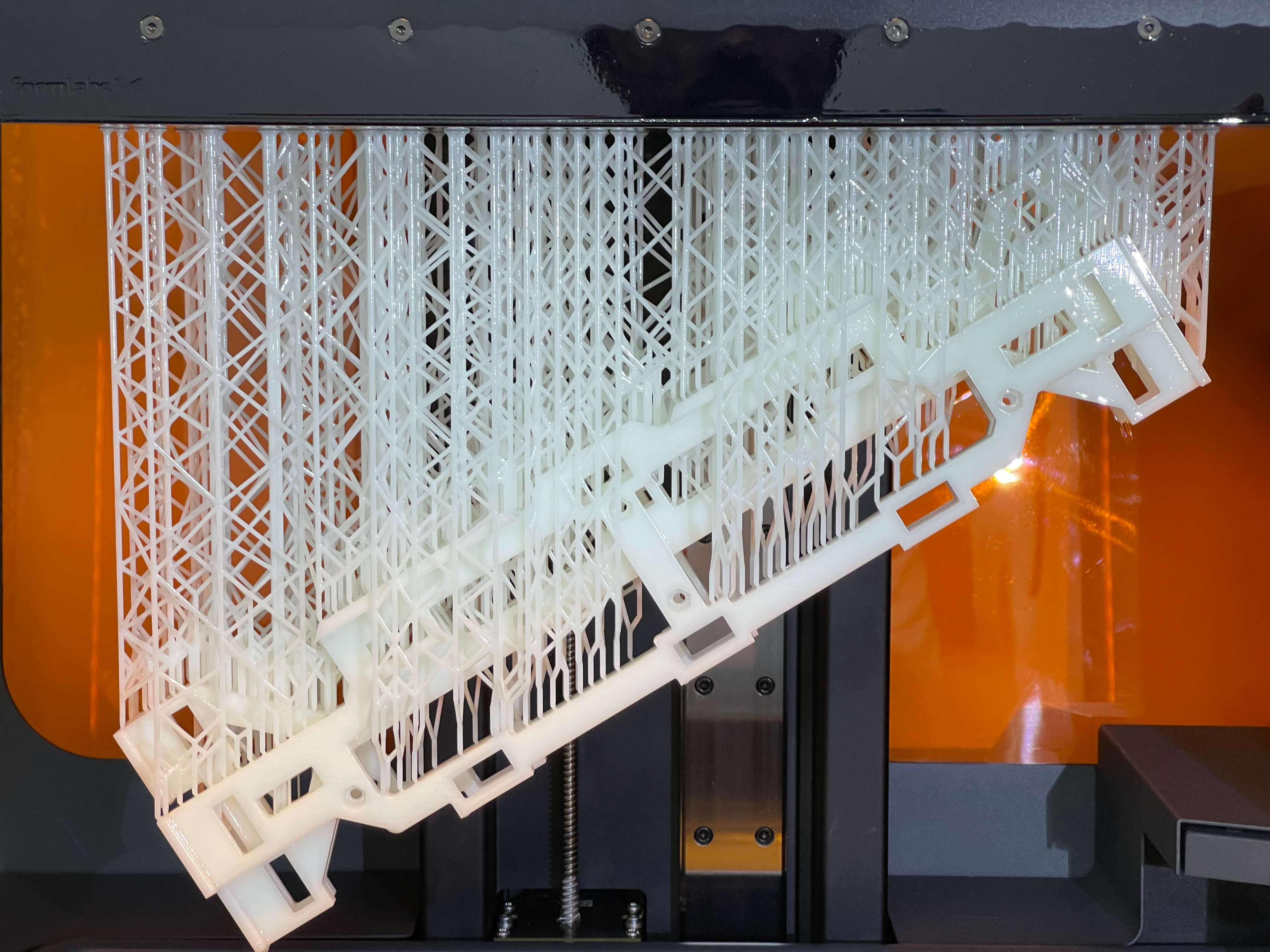
I finally got the patience and courage to do a 2547 layer print using Rigid 4000.
The print came out amazingly well. Excellent accuracy, no shifting, no bending.
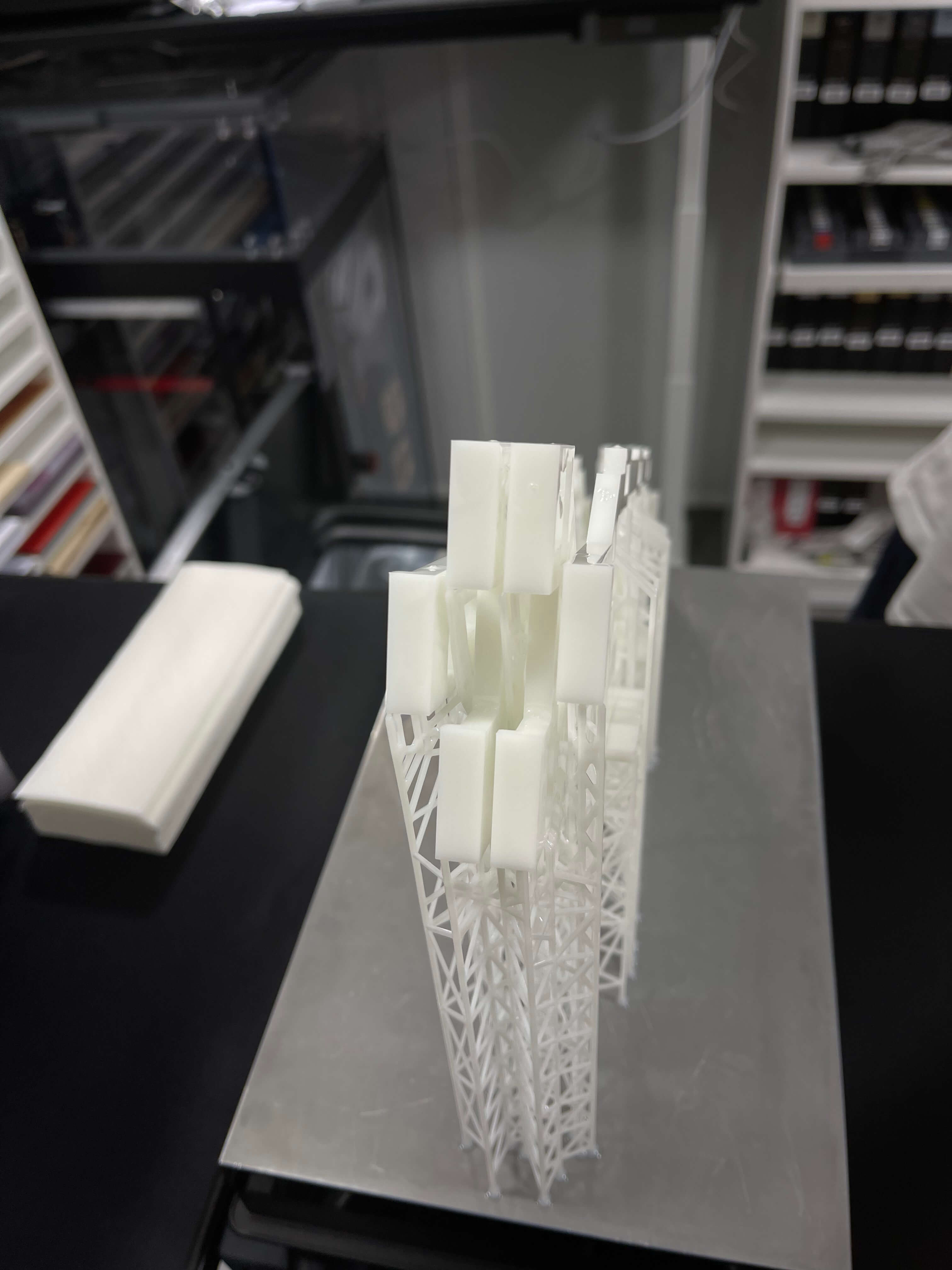
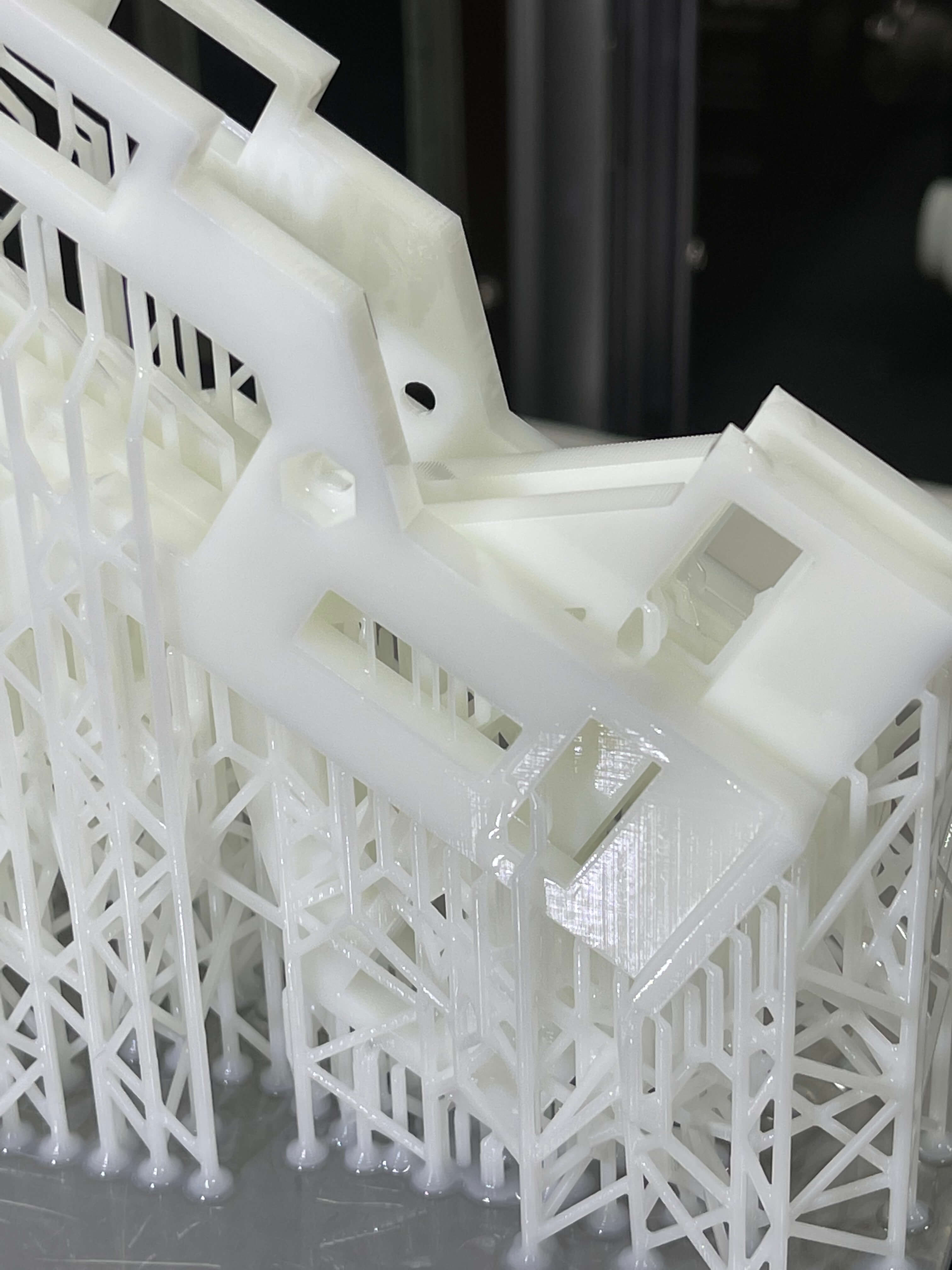
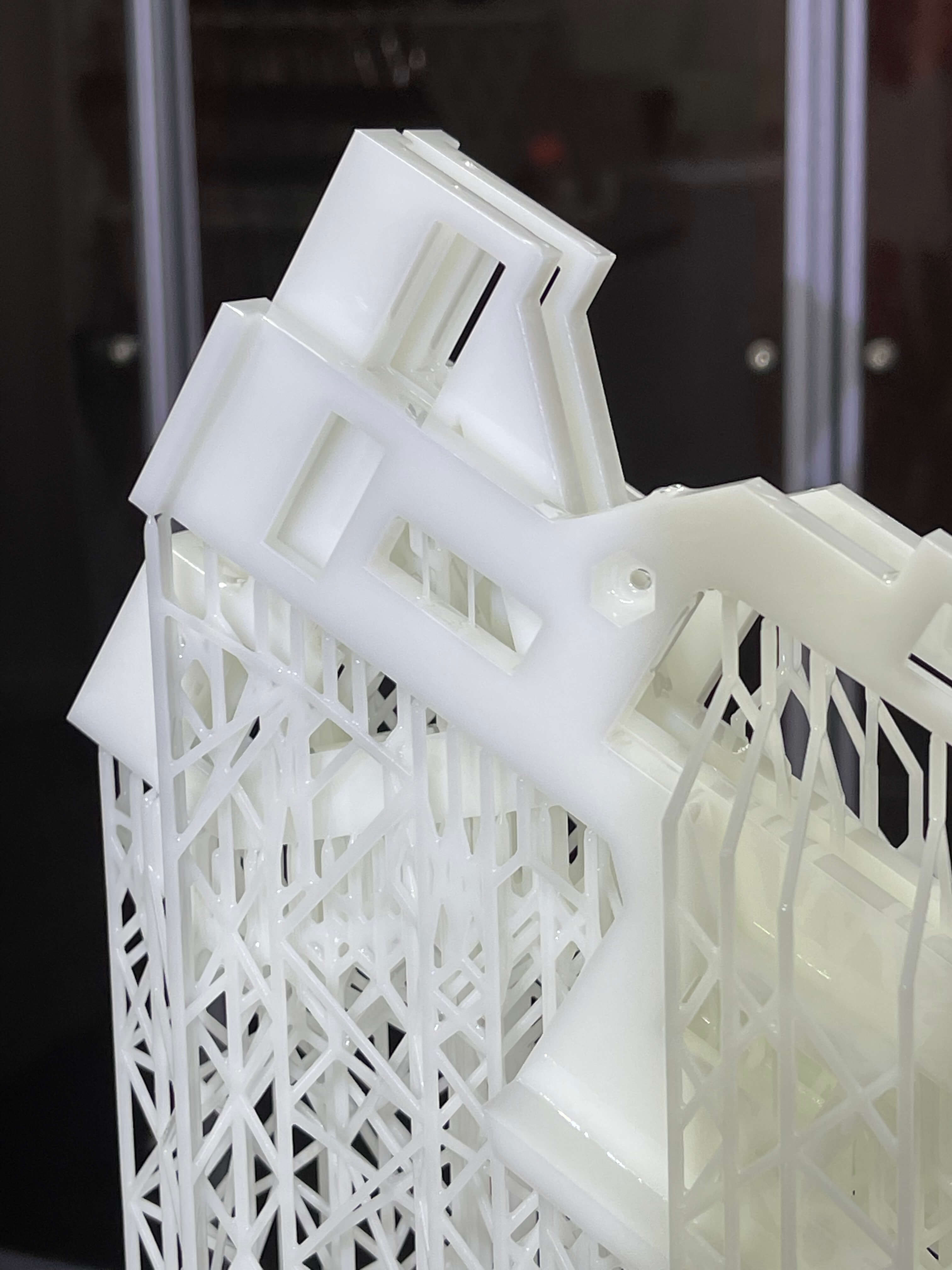
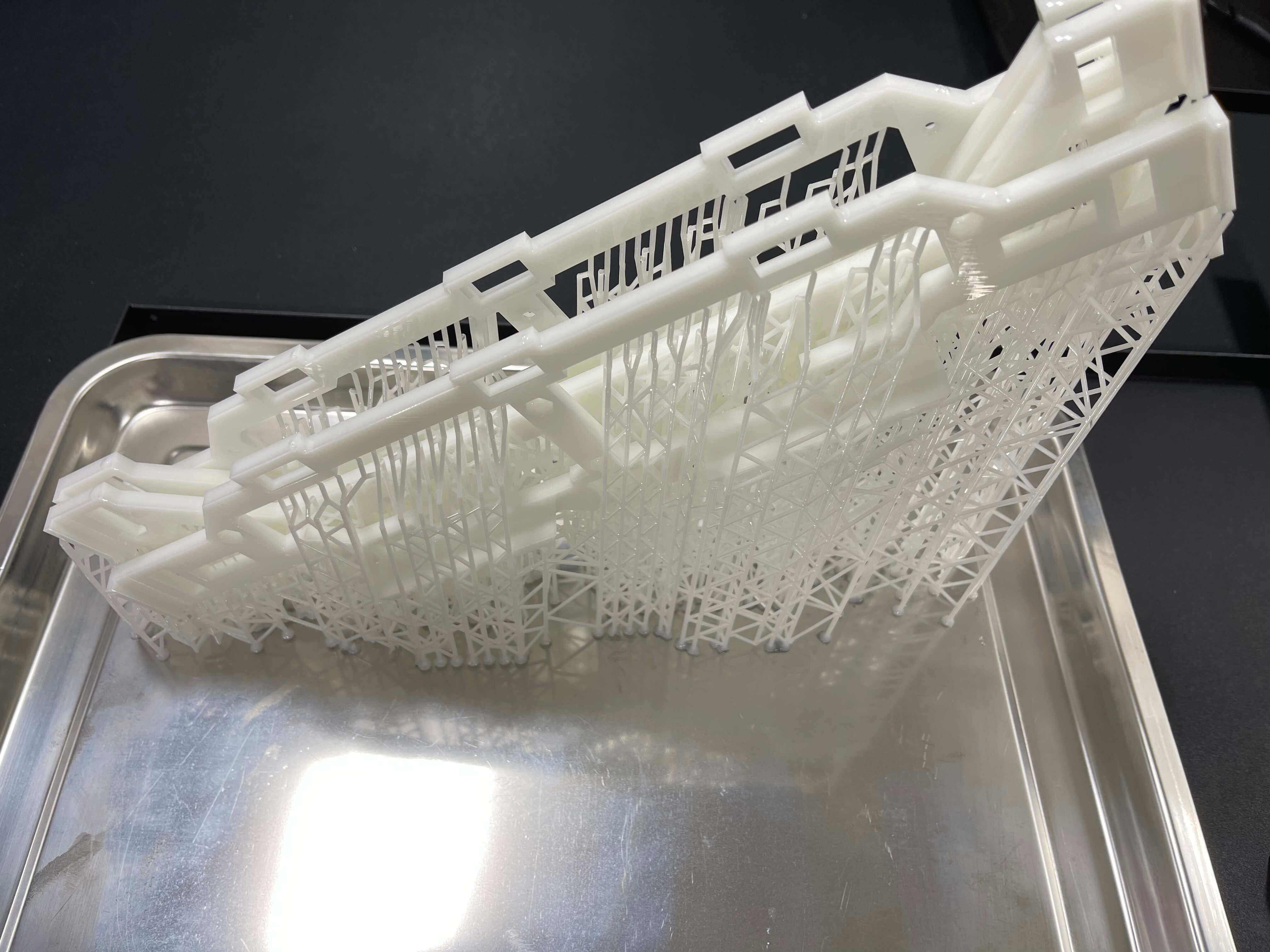
Here’s a few photos so that you can see the whole and the details:
After removing it from the build platform (easy as always):
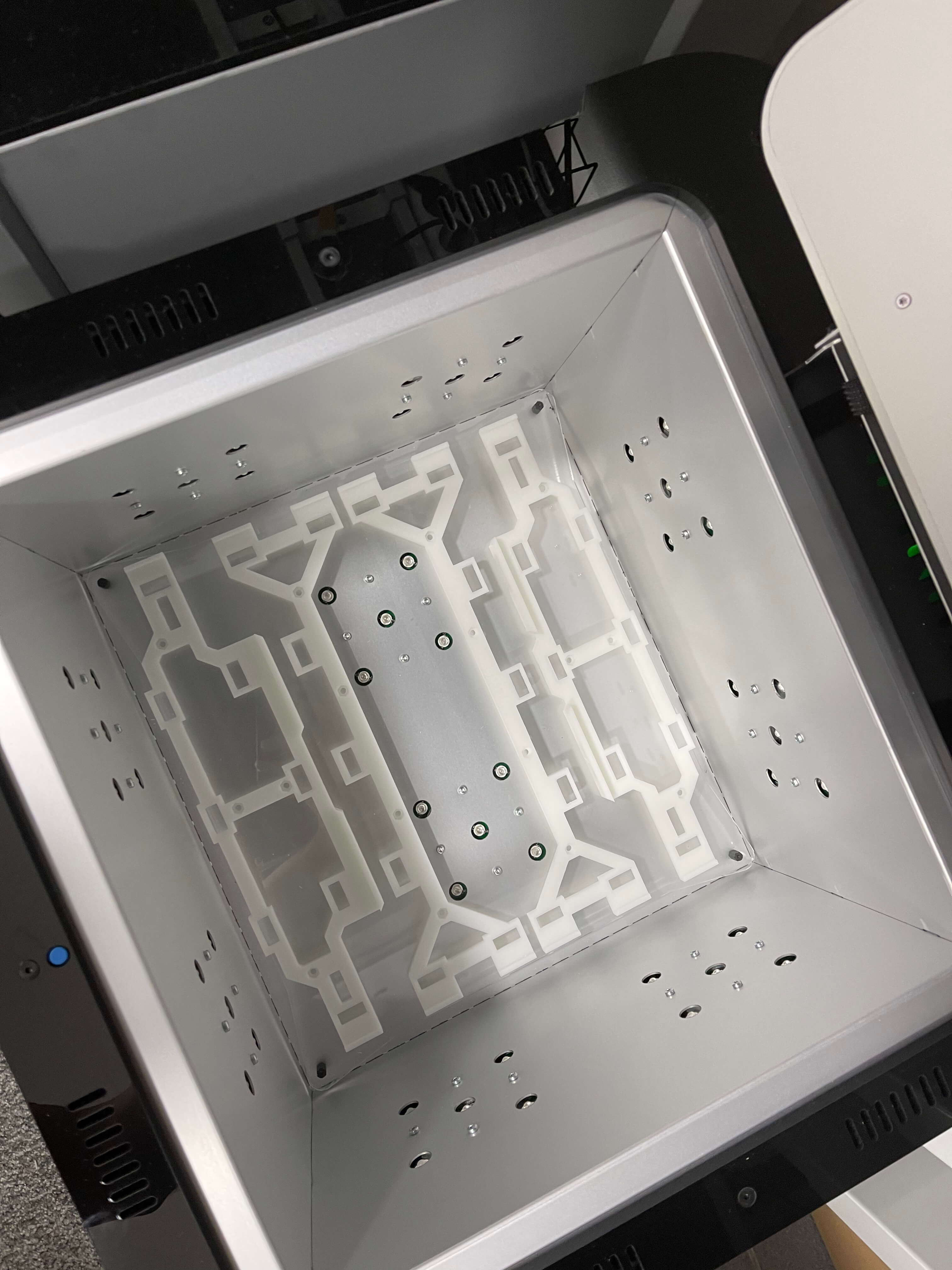
And regarding what was asked about the TPM / IPA cleaning process…
Bath with TPM in an Ultrasonic cleaner:
After the TPM bath:
The IPA bath to remove the TPM:
After letting the IPA dry:
Curing it:
The final cured parts:
And this was with the tank in my previous post. So, “bad” tank but excellent print. Go figure!
To this day I had zero issues with Rigid 4000 on the 3L and I’m on my 3rd tank (they only “last” 250 hours with this resin) and been through firmware revisions and Preform updates.
More and more I feel that finding the cause for bad prints on the 3L is starting to look less technical.
Got a 27 hour estimate which took 31 hours. I’ve seen worst but 4 hours in ~1 day is a large slip.
Yeah, I’ve been getting some excellent results as well with Rigid 4000.
Prints look great Eks!
Has anyone attempted tough1500 yet? I really like this resin but i do not have a big enough curing solution as of yet.
Grrr!!!
Hey your print looks great, can you pease share what your settings are in regards to your density and touchpoint sized used?
What are you using for your IPA and UV curing? Looks like it’s the same machine from your pictures?
0.80 and 0.40 respectively
Different machines but from the same manufacturer (Meccatronicore aka MTC3D).
Formlabs does recommend the BB Cure XL for the 3L (cleaners recommended are both ultrasonic).
The problem (at least to me) was having to wait months to receive them (~2 months for the CureXL and 4 months for the CleanerXL).
Since the beginning of time, starting with the Form1, print times have always been off, and hugely optimistic. Add 20% as a default.
My Form 1 and Form 1+ print times have always been bang-on, down to the second.
The Form 2 is less exact, and the Form 3 (at least shortly after launch) was more of a dart at a darboard.
Definitely, form 2 can miss the times for the heating cicle which is not considered on the initial calculation. However form 3 is a mess, it starts almost immediately but if you get 14 hours for a certain job in the end it can last 18 hours.