Hello Everyone!
I just got a new Form 2 printer, have to say it’s really amazing and I’m stunned by the print quality / detail and PreForm is pretty nice, so is the information in the community, articles / videos available.
Build plate cleaning
- One thing I couldn’t find in official articles, at least via search was how to properly clean the Build Plate? What’s the official say on that.
Do you just scrape the build plate clean, or do you scrape it then wipe it off with some kind of cloth / paper towel?
Looking around the community I saw that just scraping when using the same type of resin is fine, as long as the resin is uncured on the plate and nothing cured/semi cured remains on it. But what do you do when you change resin types?
Failed print
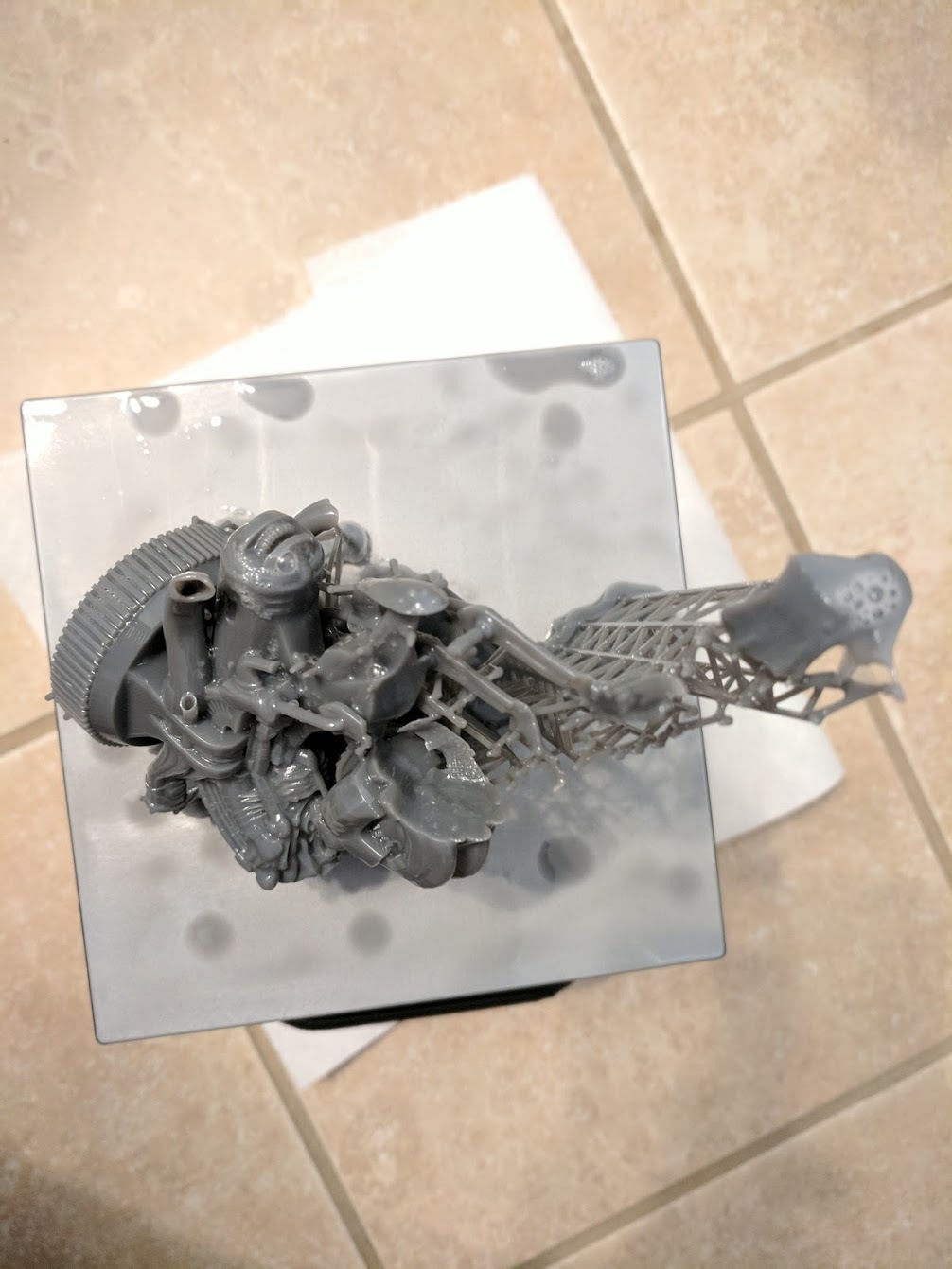
0.05 mm, Grey v3
Model used: Alien Jockey Commemorative Bust / Model by Geoffro - Thingiverse “jockey_FULLPRINT.stl”
Failed print, 3rd print overall, I had 2 of my first prints successful before this one. After my second print I believe I did something wrong. The 2nd print, the one before this failed print was actually a test print of this one, but much much smaller and only 1.5 inches in size.
In the community I read to take a small bit of Yellow Magic 7 or IPA and then wipe the build plate with a cloth.
I did that, but with a paper towel and after that my next print failed.
Half of the model printed fine, even the space where the issues eventually occurred but then it seems resin started to cure against the resin tank and blocked the rest of that area for printing. After the print was done, that resin was really stuck on there and took some work getting off with the scraper.
I’m wondering which or any of these I did wrong, and if possibly my resin was contaminated.
- Cleaning the build plate with Yellow Magic 7 with a paper towel
- Using a paper towel on the build plate to wipe off any remaining resin and then scraping again after wiping the scraper with a paper towel.
- 3D Model orientation / supports
-
I let PreForm auto orient the model, I also made sure that when it did, that the tallest supports were on the wiper side and that the model was printed at an angle to minimize the amount of surface area that would have to be peeled at any given time.
-
I inspected the glass under the resin tank and there was no debris or major dust etc, it was clean.
-
There was no free floating pieces of cured resin in the tank, the only cured resin was stuck to the resin tank itself.
-
I did notice that possibly the resin in the tank was a little more bubbly than usual? But I do not have much experience yet and have only seen 2 prints before this one.
I also made sure there were no red areas showing in PreForm for support placement, there was a 3 areas I made sure to add 1 support to the hottest spot to each after which the 3 red areas disappeared.
I saw articles for cleaning after a failed print, model orientation, keeping the resin tank clean and read them all and tried to follow their advice, I’ll try to more carefully. I also read to NEVER use a paper towel on the print tank or optical glass / mirrors and such.
Even with a failed print, I’m just floored with the detail.
Pictures:






I’m not going to bother filtering the resin from the tank, I’m disposing of it in case of contamination from paper towel lint, Yellow Magic 7 or something else I’m unaware of. I really want to learn what I did wrong or went wrong so I can get better in the future!
Thanks for any advice and help!




