Printed the same parts in both durable resin as in draft resin and it seems that the draft resin is over curing quite a bit. Durable printed at 50um has a wall thickness of 0.8mm as designed. The Draft resin at 300um has a wall thickness of 1mm.
No direct 1:1 comparison but I expected it to be a bit wax like or easy to break(like the cheapest 3rd party resin). None of that. The stuff is pretty strong and allows for similar bending as standard resin… Maybe even a bit more, not sure.
I quite like the stuff(it smells nice!), but I don’t like that heavy over curing.
It’s like FDM. Pretty coarse. But still a bit smoother.
Over curing is HOW they attain the thicker layer height.
You have to think of it a little like how a felt tip marker Bleeds a little into the paper.
Its right in the title- DRAFT. Its not as precise as ordinary resins. But its a Whopping lot faster.
I prefer draft parts to be over dimension to under- because I can Drill out a hole or sand down a surface to spec- where required.
But I will mostly use draft to get something out fast that doesn’t NEED to be all that precise- or that I plan to post finish anyway.
And- yes- its surface appearance looks a lot like FDM- but imagine an FDM machine that actually meets the 0.30 mm spec, and has far more accurate repeatability.
Thing is, if the bigger dimensions are due to over-curing couldn’t that be taken into account in Preform before sending the instructions to the machine ?
I’m not sure- the laser spot size can not be changed. if the resin achieves a 3X depth cure by being oversensitive to UV- and the polymerization spreading out a little like ink bleeding into paper, then running the laser inside the line by that amount would result in the upper third of that spread being well UNDER the target dimension. ( think of the laser as laying down a bead that is rounded on top because of the bleed.)
This might make the visible layering effect way worse.
When you look at draft prints up close, you can see that each layer is rounded in cross section- which is what gives it that slightly FDM-ish look.
Just the same… . I expect Formlabs is still refining the drivers for Draft and even tinkering with the formulation to try and achieve better dimension tolerance.
Future updates may well minimize it. But its a juggling act balancing which kind of inaccuracy is the least objectionable.
If they could get it to print precisely on dimension- they wouldn’t have named it draft.
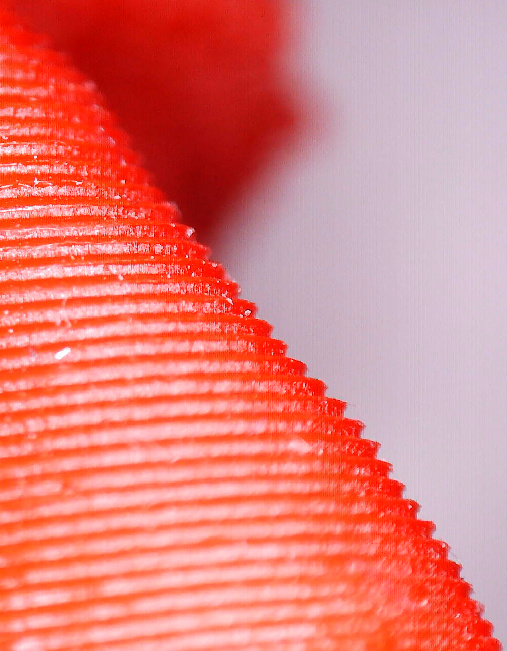
Draft profile is an interesting one, Some 3rd party resin companies are developing resins to suit that profile on the Form2. I have included below a sneak preview of one such resin (red in colour), the 300um layer height is clearly visible. As you can see its nicely defined.
One of the greatest issues with the mode (in the third party resin) is not definition or dimensional accuracy, but the deletion of oxygen in the build layer (the PDMS) as the print progresses over time. Without the wiper (in open mode) the adhesion forces of the print to the PDMS increase as the print progresses. The x/y res is the same as any other print, its simply that the layer is 300um high in draft mode
To give a comparison the detail below are two prints in Clear Version 4 with a 100um layer height, if anythig the layers end up “softer,” that softness is caused through light bleed of Clear V4
Sorry for the delayed response. This issue isn’t ringing any specific bells as something I’ve seen before. Given that, I would recommend reaching out to our support team so they can dig a little deeper to figure out what might be going on.


 ,
,