I have seen the wobble issue with my Form3.I have also printed larger parts especially at 100 microns with no wobble.If it were a hardware issue then it should affect all prints, but it doesnt .Multiple people have seen the exact same issue with small parts, especially at 25 microns on the Form3.We have even exchanged .stl files and seen the exact same defects.this (at least to my mind) makes me think this is more likely a software issue.I find it hard to believe a hardware issue would produce exactly the same results.
Hopefully with some software tweaking they can get this issue resolved and I have been told they are working on a solution, but no estimate for when it will be released.
The problem is some of us use the Form2/3 for printing small highly detailed parts.The Form2 excels at this, but for some the Form3 is not currently performing as well as the form2 so it is a step backwards.
I havent tried the part at 100 microns - I`ll try that.
The problem does seem widespread but my point was if there are some customers that do NOT have wobble at 50 or 25 microns then that suggests we have faulty hardware rather than software.
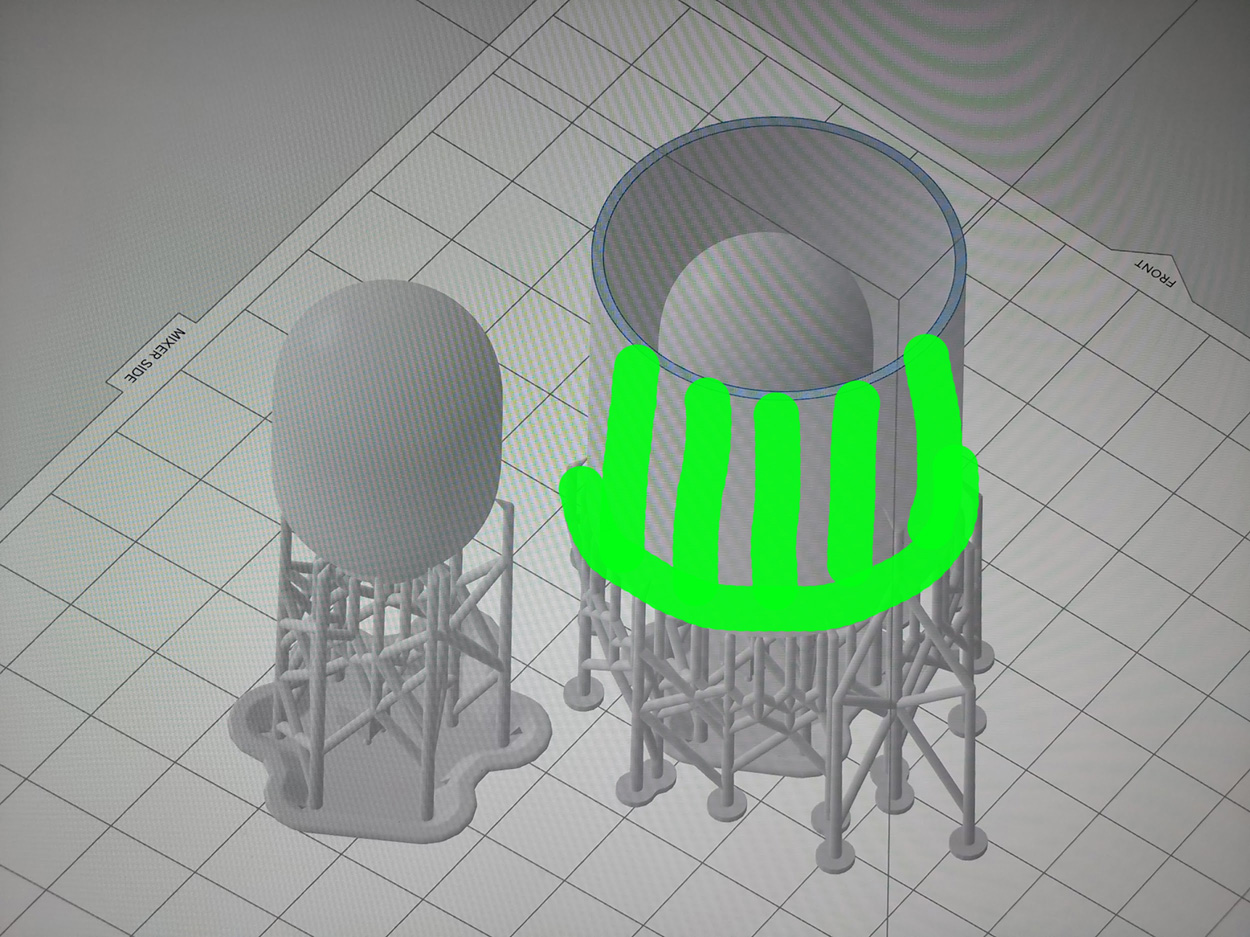
Have you tried printing it with any, “non-watertight” kind of object or objects surrounding it?
I find the flow theory rather dubious as the issue seems to occur regardless of orientation on affected objects, always at the same or similar height.
If you can, try making a shield with holes and see if you get a different result, or if it’s the same.
Something like this, perhaps:
If you’re feeling fancy, maybe interlace prongs of the outer and inner shield (so hole on outer shield where there’s a prong on inner shield, and vice versa).
I’d do it myself, but i’m on my last milliliters of resin already after all the tests D:
For what its worth, there’s a family of artifacts on Form 2 that Formlabs says is due to resin flow, and recommends things like reducing support density in those places if possible, or lifting the object higher off the platform (so taller supports). In those cases it really did help to a degree.
However, i think after noticing that the artefacts mostly show up around the same height someone on the forums tried different heights, and that didn’t change anything.
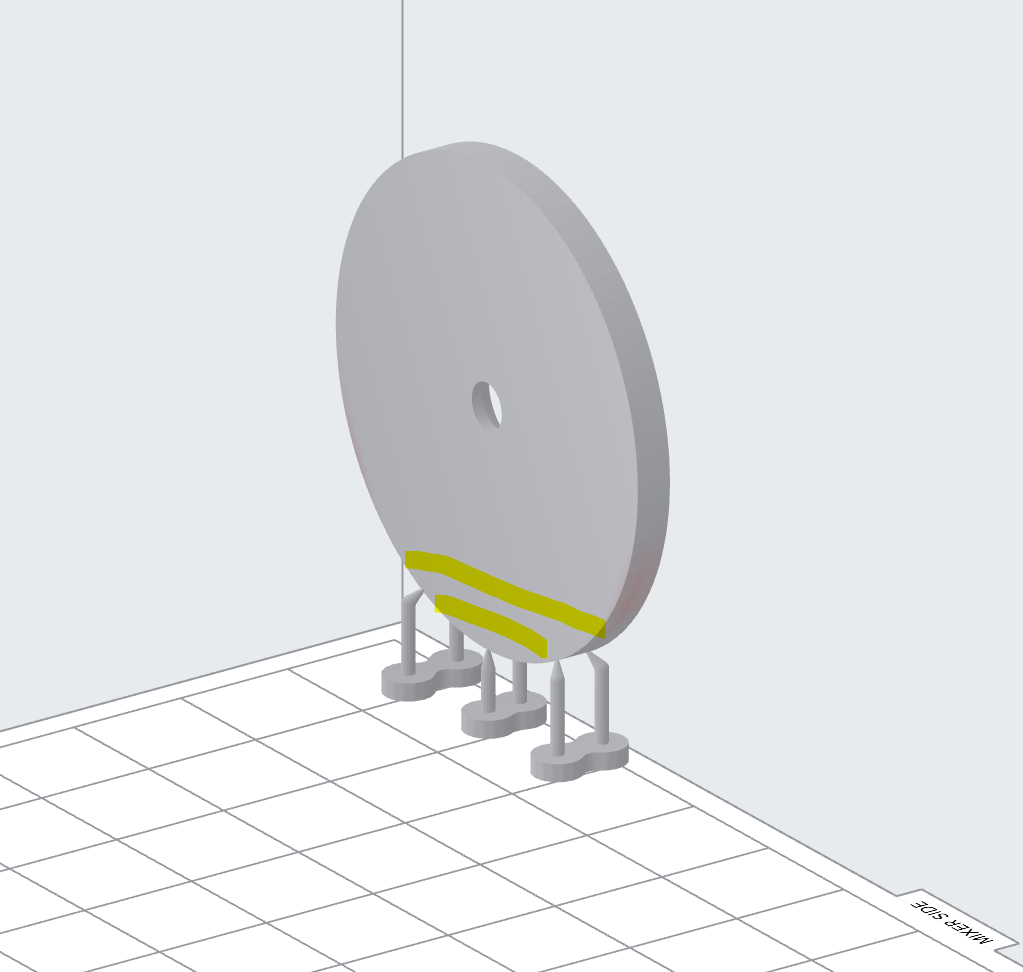
I am also having this problem. My 1st print using Clear resin @ 25 microns. The object was a simple disk with a radius of 20.175 mm and thickness of 3 mm. I oriented on edge with the face 90 deg to the build platform. The layer shifting all occurred within 2-3 mm of the 3 pairs of supports I used along the edge (basically, within about 10 mm of the build platform). Other than that, the part was within tolerances I had for this type of part. I hope Formlabs gets a fix for this. It is unusable as it is.
Yep the disk-like lens I printed previously and posted above was also oriented like this… 90 degrees to the LPU… and it has the same layering. Obviously this issue is a problem and I really, really hope they resolve it, because as you said, it is resulting in completely useless prints.
Thin, apparently Formlabs does not master worry about their own sample … embarassing on a machine of this range … the pens are printed completely vertically so without support, but there are ! still brands close to the pencil lead: /
Maybe the LPU is “too slow” on some layer, which causes the laser to polymerize resin some layer above the initial layer?
On a small volume like a pencil or a ring, the laser takes much less time to go back and forth, so a higher speed of the LPU is perhaps the solution …
All this is only theoretical …
(Did someone have a deformation of the flexible film of their resin tank?)
Apparently there’s a PreForm update (3.2.3) which was released two days ago. It says it “improves print quality for Form 3 and 3B printers”.
I’m just updating mine to this now. Has anybody seen any improvements with this new version of PreForm? I wish the release notes were a bit more detailed in what they had changed to make these “improvements”.
I’ve been having some alright success with the new update actually. I’m still having some issues with tolerance, but i haven’t seen any more of that layer shifting.
Oh really??? I’ll have to download the update and test print each item that has given me the issues. Thanks for the heads up. What firmware are you speaking of?
The Preform software and the printer firmware can both contribute to print quality. The Form 3 firmware was last updated on Dec 11 to 1.4.4 (Refined tank tensioning), and Preform was updated to 3.2.3 on Dec 19 (Improved print quality for Grey Resin when printing at 100 microns). If you’re doing any Form 3 testing, it’s probably best to be on the latest version of both.
Personally, I tried the new firmware and it didn’t help with my layer shifting, but I haven’t tried the latest Preform yet. @JosephB are you seeing those improvements in Grey, or other resins as well?
Ahh ok understood. Yeah I always try and update both whenever I can. I have updated both of those and after doing test printing at the time saw no improvement whatsoever.
Yes this is true. The latest update was specifically for grey at 100 microns. For those of us printing miniatures at the 25 and 50 size, there are no improvements whatsoever.
I’ve been following this with interest having upgraded to a Form3 and have been running a few test prints to understand what’s possible with the Machine. One of the applications the machine was purchased for was scale model components so the current issues are an unpleasant surprise.
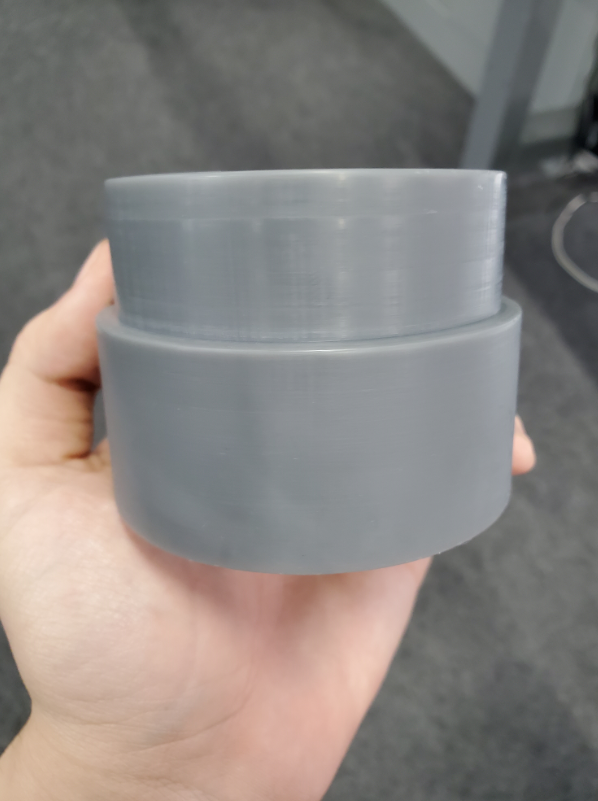
The image shows the difference on the same part between 100um and 50um on the latest firmware, along with a screen shot showing the orientation.
We’re seeing ‘crease lines’ on both but the 50um is much worse. The odd thing is that the angle of the 2 obvious lines on the 50um example are different, which is counter intuitive.
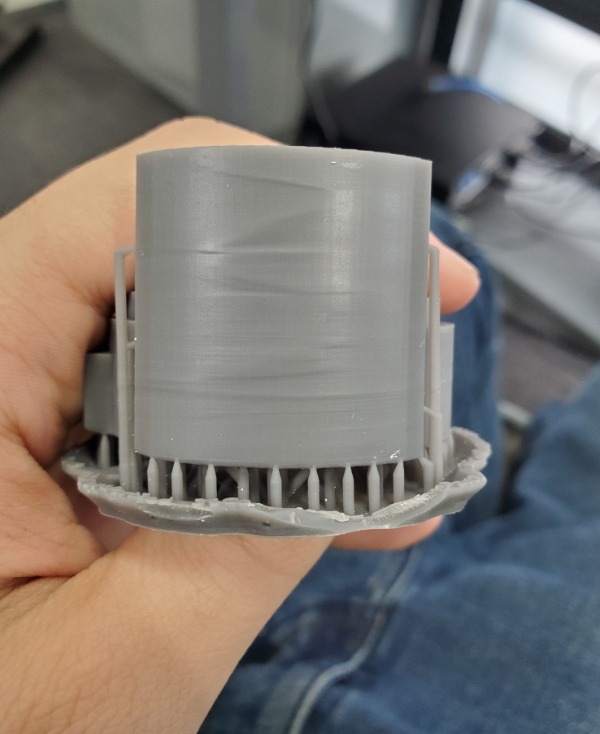
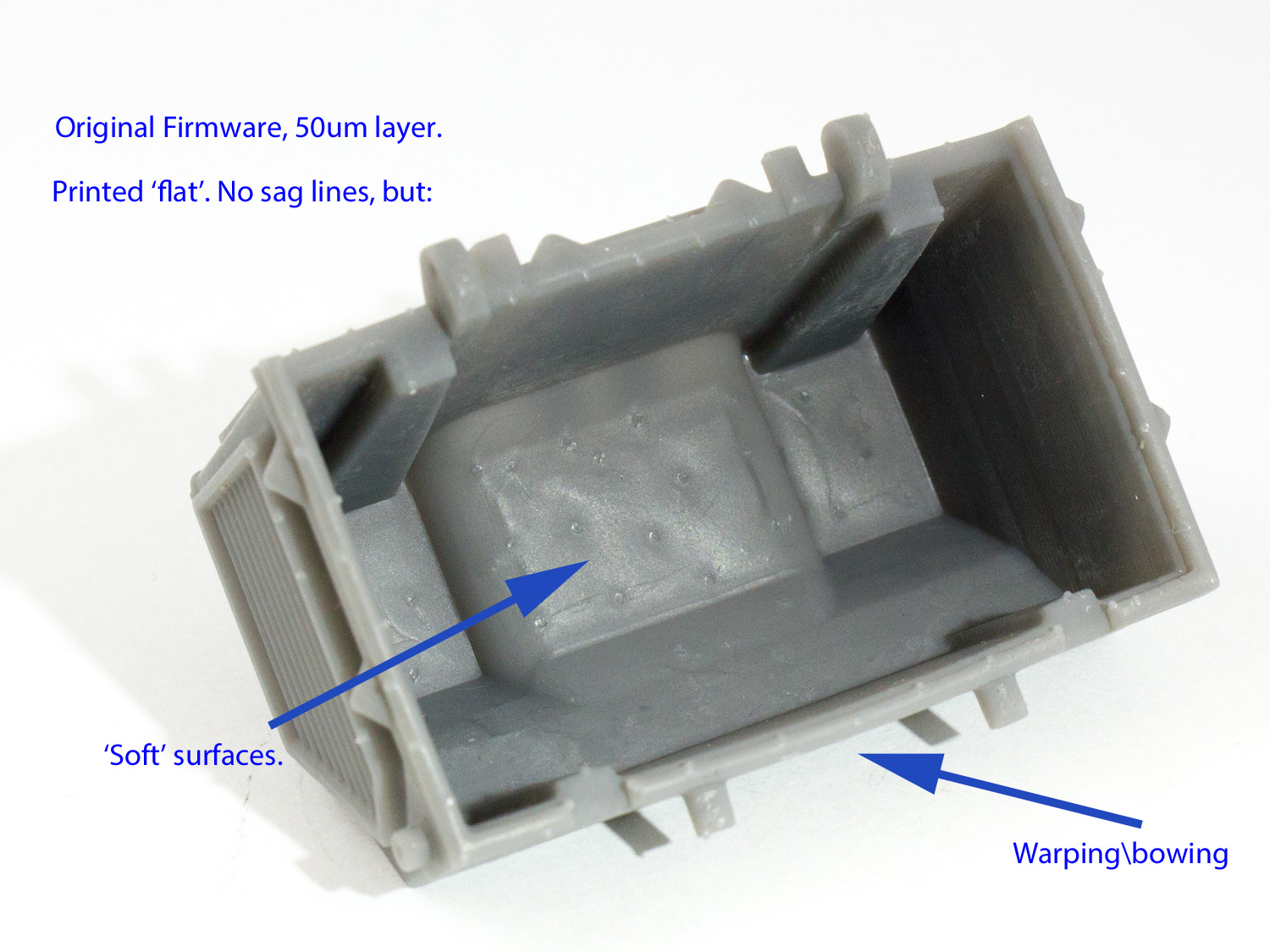
when the same part was printed ‘flat’ with the machines original firmware, the ‘crease lines’ are not present. However the part(s) warped quite badly and the inside face was ‘soft’ This with bigger 0.6mm touch points and default support structures.
Hopefully Form will get this sorted. It’s obviously possible to print crease free sections of parts so hopefully it’s a fixable issue. We noticed with the Form2 our initial early machine was ‘so so’ but it improved by stealth with time.
Following on, the ‘flat’ part does demonstrate a crease line, but they are not as obvious as the other parts. Interestingly it’s toward the end of the build, rather than originating from a support point. I wonder in this case if it’s a geometry thing.