Hey everybody,
@dull_gaze
I’m happy that the video was of help to you as well, always happy to share my thought process when approaching orientation and supports.
That was a little peek behind the curtain, that I forgot to hide. This is an internal tool for us to use internally, but I’m passing this on as a feature request to our software team though, maybe this will be in a public release in the future.
@charger_01
Nice to see the active community, thanks for the shoutout. I’m happy I was able to help in the past and hope I can be of help in the future as well.
Unfortunately there is no way to directly reach out to a service agent, but feel free to ask for specific people in your conversation if someone is already familiar with your process/issue and we’ll see how we can reallocate cases.
First of all: Beautiful models, these look super nice.
I think these individual things are coming from different root causes, I will put a couple things here, but I would recommend uploading your printers logs through Settings → System → Upload Diagnostic logs and reach out to us in the services team so we can check a few things.
Usually if I go for my “little bit bigger, but fewer supports in the right spots” I go for a +0.1mm to +0.15mm on the touchpoint size and a -0.1 to -0.4 on the support density (depending on the complexity of the model and the need for special hand-andjusted supports, the more detail I’m supporting by hand, the lower the initial density so I don’t have to take off as many supports).
IMG_9728:
The holes on the side of the car look to be the beginning of tiny Volume Explosions that recovered a couple layers later.
General first things to check: Suction Cups (not in this case), Lack of stability/Supports (maybe), Resin curing (optics/age of resin).
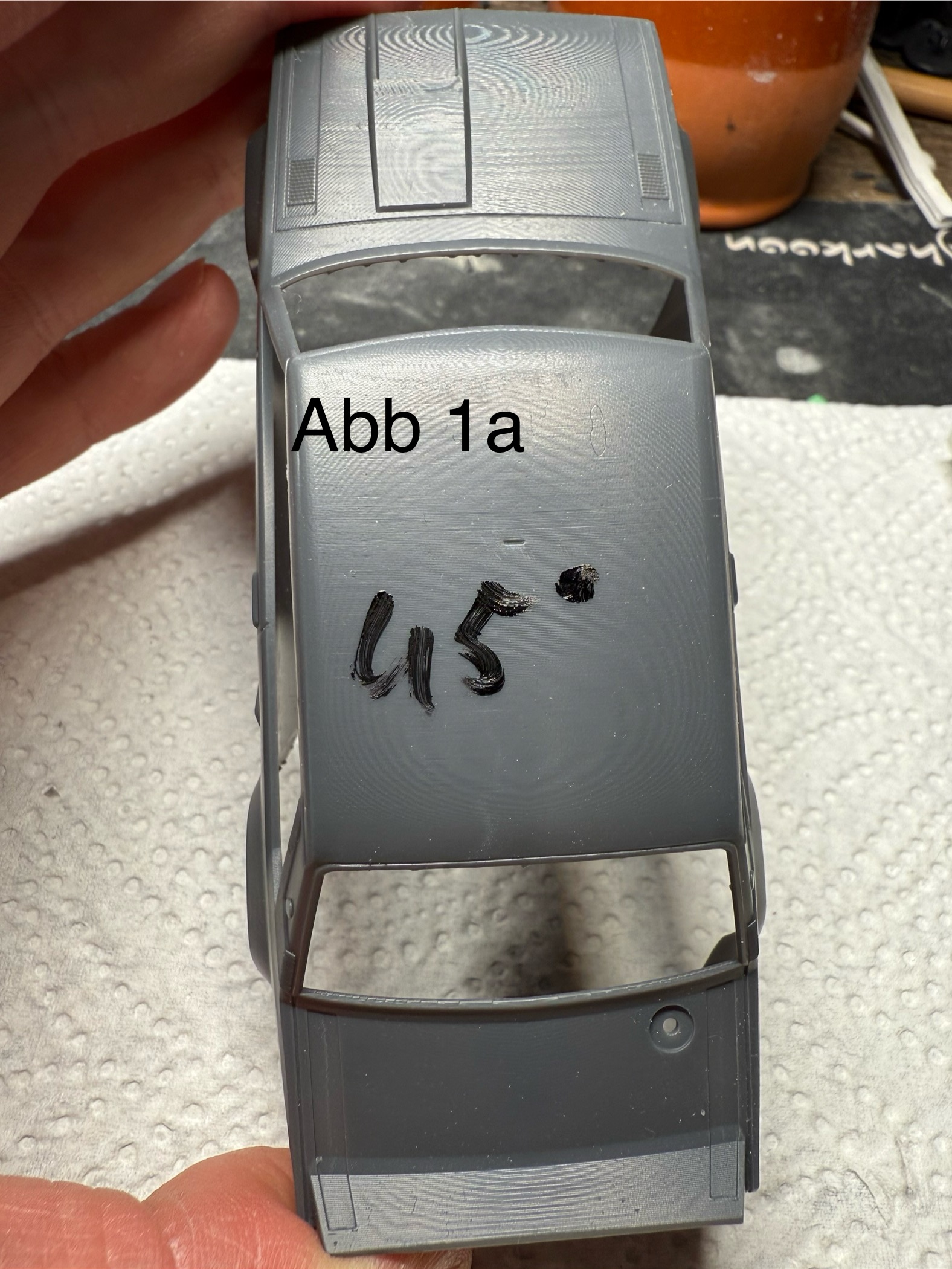
IMG_9724:
The ridges on the hood are stepping-lines, the angle needed to be higher for this piece.
IMG_9720:
The streaks on the trunk hood are almost certainly spots on the optics, check the underside of the tank, but I think your LPU needs cleaning (more on that later).
IMG_9635, IMG_9599 and IMG_9600
On IMG 9635: the streaks on the roof of the car, might be a hint at either Z rod cleanliness, or a slight wobble in your build platform. Get in touch with us, we might want to check your printers dovetail assembly, if this isn’t purely supports (the streaks - no streaks - streaks can be a hint at areas of worse/no and better support placement, the .form file of this model can help us a lot in analysing this issue).
The holes in the model are almost certainly spots/dirt/dust on either the underside of your tank and/or on the LPU of your printer.
I reccommend going low and checking the LPU at a very low angle, then take a light source from the other side (e.g. flashlight/smartphone) and also shine it at the LPU at a low angle, basically blinding yourself with it. This will make dust and dirt very noticable on the surface. The more we look straight from the top, the more we’re looking through the glass, rather than at it.
There is a cleaning article on our support pages (you can set this article to German at the bottom right of the page).
The article is dealing with heavily dirtied up LPUs, I would recommend compressed air first in case it’s just dust.
I do not believe any of these issues stem from bubbles in the resin and are caused by the Mixer.
bubbles will almost always get completely pressed out from under the build platform, especially when working with lower layer heights.
Let us know how it goes
Jakob