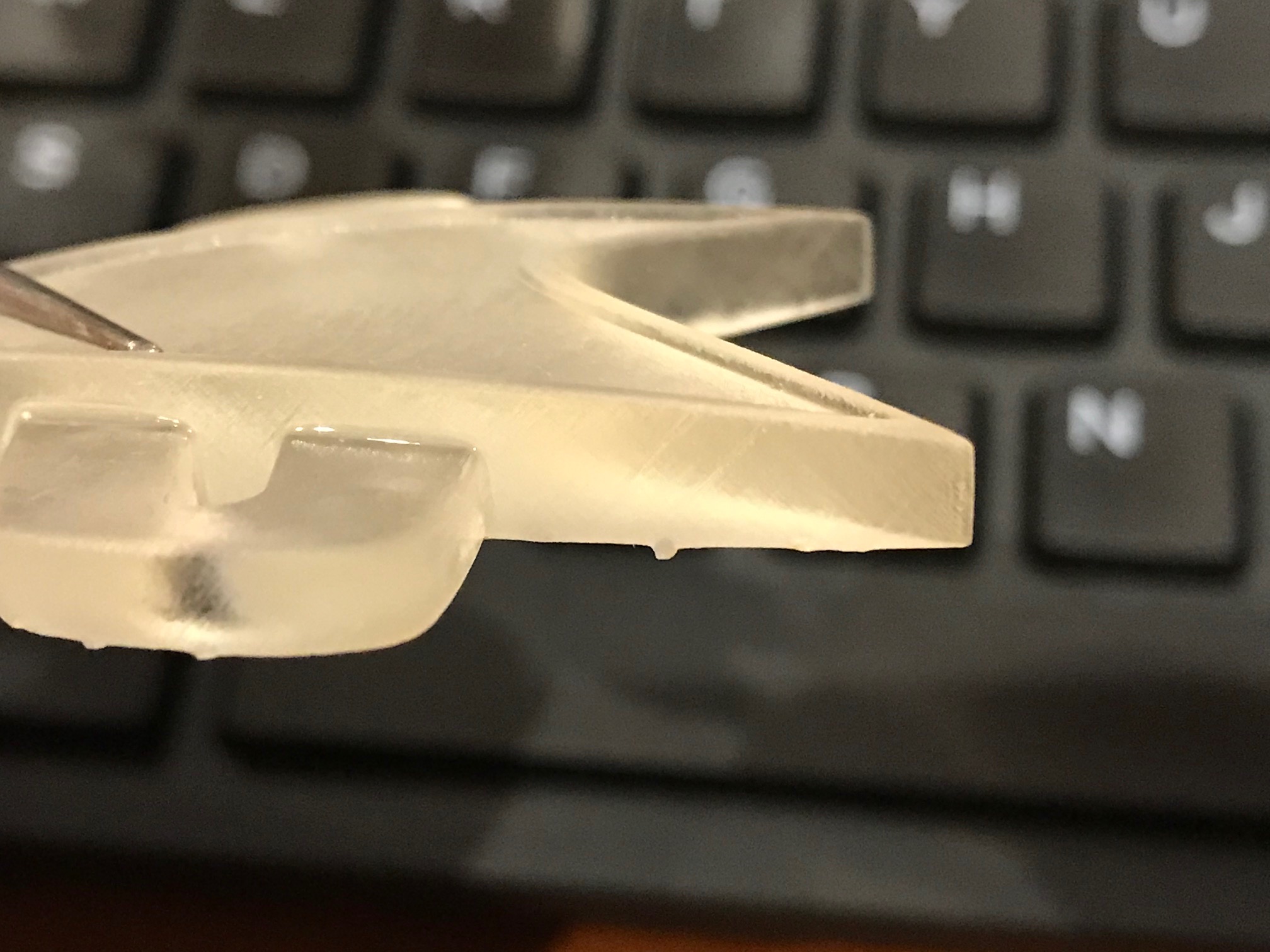
Looks like your friend printed at more of an angle, 30 - 60 degrees maybe. You will definitely see layer lines on a slightly curved part laying almost flat. The standing part may not have had enough support and wobbled a little and that is why you may have visible lines on the standing print. Try it at ~45 degrees.
Avoid planar surface that are perpendicular or parallel to the build platform. The closer it is to 45° the better, but it’s already much better than what you showed at 10-15°… it’s a matter of compromise between the number of supports and the visibility of the layer lines.
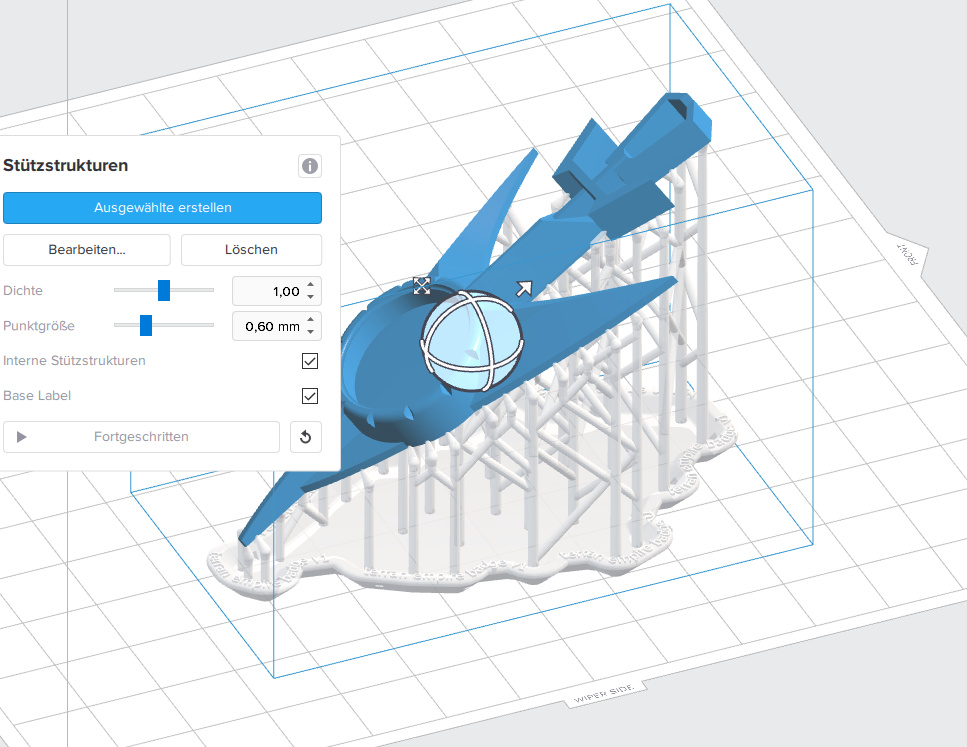
If you really want to be sure try automatic orientation. Cleaning will be much more difficult than your orientation but the faces should be much cleaner.
Grey has the best details, black isn’t bad by any means though.
SLA and FDM are completely different beasts, they’re called “3D printing” methods but this doesn’t means they work the same way. FDM rules and habits are not valid for SLA printing, it has to do with the fact that the parts are being built differently and the machines resolutions along the XYZ axis are different.
And if you have more specific questions feel free to ask them on the forums. The best way though is to regularly read the forum and search for your specific problem, a lot of things have been discussed thoroughly in the last few years.
For best results you don’t want your supports close to detail areas and you want to make sure theyr’e in an area that is easy to sand smooth afterwards. Try to orient the parts so that details are facing more upwards. And also, it’s better to analyze the part yourself and figure out a good orientation, and then place the supports manually, you can get a better distribution of supports and avoid placing them on areas that you don’t want to ruin.





{kind=link}