You clearly do not know what you are talking about.
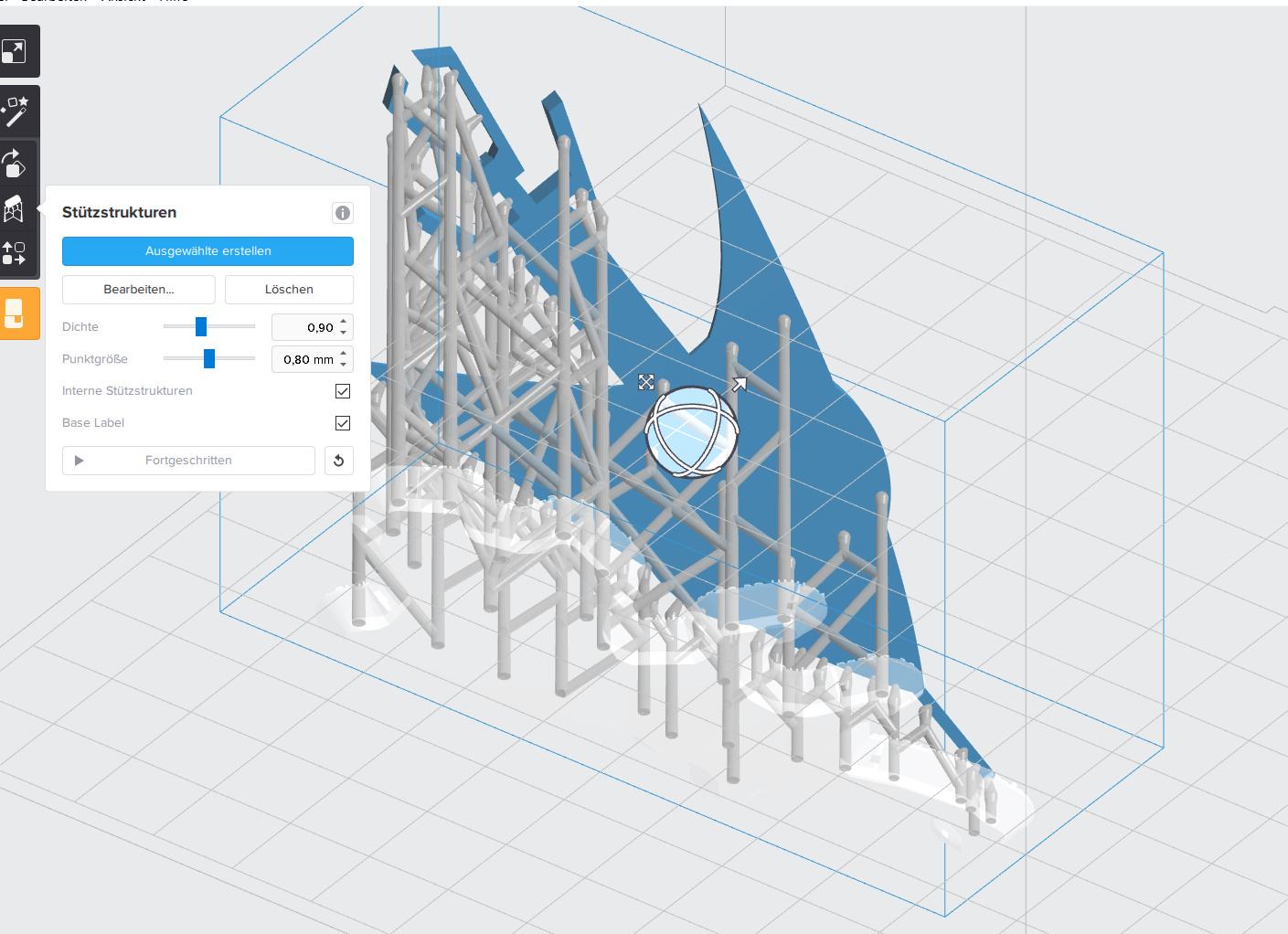
You bought an SLA printer apparently ignorant of HOW it works.
Neither Formlabs nor any other support person can help you eliminate something that is NOT a problem, but rather an unavoidable result of how the printer functions.
You might as well complain about the fact that 3D printers leave discernible layer lines on your print.
The solution to your problem is fourfold.
1- Educate yourself. Read up on what SLA printing is- what it can and can not do. It would be a good idea to self educate extensively BEFORE you go around investing in expensive technology that you do not comprehend.
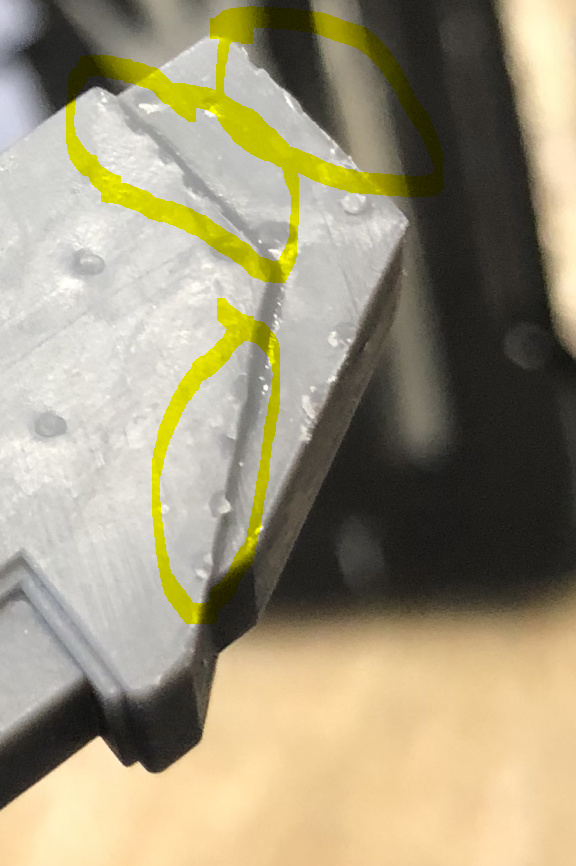
2- Try Different Resins. The website and white papers Formlabs puts out all very specifically mention that some resins are more brittle than others. You can try printing in the less brittle resins which are less likely to crater at the support point.
3- Improve Your Technique. You need to learn HOW to remove supports without trying to just snap them off at the surface. Clean the part in alcohol BEFORE removing supports- the ipa will soak into the thin supports and soften the resin, making it more likely to CUT than to fracture. Do not try to cut the support off flush, but rather cut it PROUD of the final surface… so that once you have all the supports out of the way, you can more deftly approach removing the last little stubs with more control.
4- Stop Blaming the Manufacturer for your lack of knowledge of the process before getting into it, and your lack of skill and practice at using it.
Most of us who buy these machines come from a background of having Made things by other means; … hand crafting, sculpting, molding and casting, etc… And so we are familiar with the kinds of finishing issues inherent in EVERY material… and that different materials have different issues.
And finally- Invest 8 euros in some Squadron Putty or A and B epoxy putty and watch a few YouTube videos on how to use it.
You weren’t promised perfect prints… just notably more detailed and refined prints than most other printers can produce.
Take a look at the recent post about the printed samurai warrior… and check out the small parts he produced- the ropes and sashes and armor… That poster is running the SAME resin thru the SAME machine as you.
If HE can get those results, So can you, if you stop blaming others and hone your own skills.