Sonata- however you might have been brought up… you are certainly NOT applying it to keeping your mouth shut about bad mouthing Formlabs, are you?
My post was chock full of genuine and pertinent advice on how you can improve your results- WITHOUT blaming the wrong people.
As to your hopes… if you read my other posts you would already realize that the Form 2 that I got in january
was plagued with errors and motor issues that resulted in 85% print failures…
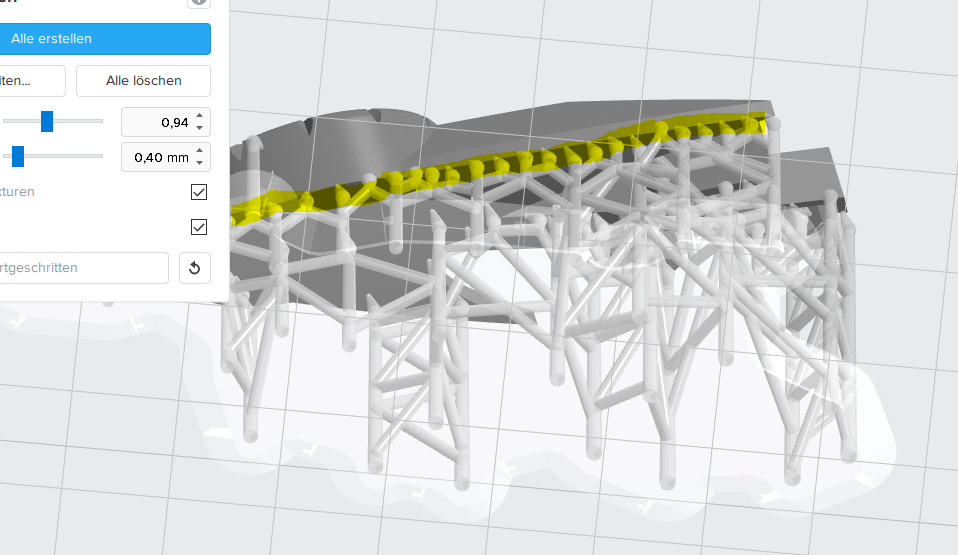
These were NOT failures because of minor quibbles such as supports leaving marks on the prints… it was interminable pauses due to sensor errors, and then motor jamming issues that resulted in the platform crushing or wiper arm striking the prints.
After a suitable period of reasonable attempts to determine if I was doing anything wrong- or if the printer could be adjusted to solve the issues, Formlabs admitted that I got a lemon printer, and replaced the printer free of charge.
The new printer has been running without issue thus far. 100% print success.
So- sorry- but I actually CAN determine the difference between something that is a fault of the machine, versus the fault of the operator.
There is NOTHING wrong with your prints, other than your own inexperience at operating an SLA printer and finishing the parts.
You can take that with offense, if you choose- but I am not responsible for the choices you make about what will upset you…
I do not mean any offense… there is no way to tell someone they are pointing the finger at the wrong culprit without saying they are doing so. There is no way to explain that your issues are due to your own ignorance without explaining that ignorance.
And, sorry- but your post and its title are an actual attempt, by you, to defame a company and damage their sales thru skewing other people’s perceptions of that company’s actions.
In fact, my experience with a REAL problem with their product was met with properly vetted support and rectified at considerable expense to Formlabs.
They replaced both the printer and the resin and tanks used up by their faulty machine.
They stand by their product.
And that is important to make clear so that people will continue to buy them, so that Formlabs can continue in business supporing machines in which we all have invested so much.
If my post seems harshly worded, its because the many posts trying to help you without actually stating overtly that you were wrong and needed to learn how to operate it seemed to have no effect on your conclusion that Formlabs’ support team had somehow done you wrong.
Your complaints are like someone writing how the Xacto Corp support sucks, because they couldn’t tell you how to keep from cutting your own finger with their knife.
Or a guy who just bought a bicycle trying to tell the store they owe him new tires because he rode over some glass and got a flat.
please understand that my advice is both true and useful… it is meant to actually help you- because as long as you are blaming the manufacturer- rather than yourself- for the results you are getting, you will not invest the attention and time needed to actually get much better at this.
believe it or not- though you may find it harsh- my post was genuinely intended to help you get past this frustration.