good morning
I am starting to make molds with the Formlab2, I wanted to know how to get a team for the casting of plastics like the one that comes out in the information that you give on the web.
a greeting
good morning
I am starting to make molds with the Formlab2, I wanted to know how to get a team for the casting of plastics like the one that comes out in the information that you give on the web.
a greeting
not sure what you are asking about?
a ‘team’ ?
There is a white paper discussing the printing of molds for injection molding machines and I think the poster is looking for help on having someone create the molded parts for them. I’m in the same boat, however, with a few more questions.
I’m curious what the maximum size of the mold is, and if there are templates to use to ensure printed molds will fit into the injection mold tooling.
Thanks,
Alex
The molds described in the whitepaper are inserts placed in aluminum frames that fit the Galomb B-100 desktop injection mold press. I don’t know how you would find someone with that machine who would help you out. The machine isn’t expensive but you should go into it knowing the limitations - it’s a hobby-level machine and you are likely going to struggle with a lot of plastics (the machine is not high temperature or pressure). I doubt you could press nylon in that machine.
It’s still 4500 bucks, over 10k for the version with the mixing station, pretty expensive for a hobby machine IMO. But definitely on the low end for a professional.
Mabye my experience with normal resin used for injection molds can help you do the next steps
The LNS 150A (https://www.techkits.com/products/model-150a/) is only $1800.
My first molds are printing in my Form 3 as I write this and I’ll (hopefully) be injecting it in my LNS tomorrow.
I’ve done some experimenting with the LNS 150A and printing molds on the Form 3. My experience has been a bit hit or miss. I’ve rarely gotten a perfect part on the first attempt, and I find that it’s typically a race to get things dialed in/sorted out before I damage/destroy the mold. I’ve had a lot of problems with plastic sticking to the mold (especially the sprue) and taking some of the mold with it when I remove it. I’ve been able to successfully mold HIPS parts using White V4, and the matte finish looks better with molded parts than the finish I get from High Temp V2. Especially with the Form 3’s overcuring/print quality issues, the matte finish of standard resins can mask some of the printer’s current shortcomings.
Material cost for the molds also starts to be a concern when trying to make anything that isn’t super tiny. I start to hesitate to use $30-$50 worth of resin to print a mold when I’m not very confident I’ll be able to get one good part out of it. Some of this is probably due to my inexperience with injection mold design.
Overall, I’ve found it to be a good technology demonstrator of what could be possible with printed molds. However, it’s been too fiddly/unreliable and too much hassle to be a process that I can depend on for my work.
same thing,
Tried 4 years ago by using the Form2. The process is too unreliable and we gave it up. Right now, we either just print all the parts or send it out to oversea to do the injection production.
I’m considering this path.
Did you: Add generous draft angles? Apply mold release spray to the mold before each shot? Figure out how to keep the mold cool (maybe cycling multiple molds, maybe water cooling channels)? Try any other materials besides HIPS successfully? Print the molds directly on the build platform or at an angle? Polish the molds after curing them?
I’m moments away from pulling the trigger on a bench top injection molding press to go with my Form 3, and I want to be sure it’s actually possible before I do.
Thanks!
Hi Jack,
Here are a few more tidbits on my experiences. I haven’t done a TON of injection molding with my LNS 150A and Form 3, but I’ve done maybe 10 or so molds with varying levels of success:
I used draft angles of 3-5 degrees which I think is probably more than you would need with a metal mold (I really should get in the habit of saying “injection molding die” rather than “mold”)
I didn’t use mold release spray, but I did try a thin coating of mineral oil. It seemed to help the situation a bit but not completely. Most of the issues I’ve had with the part sticking to the mold is resolved after the first molded part.
I print the molds directly on the build platform with no supports. With enough planning, you can model in a little undercut feature to help pry the mold off of the platform. Otherwise, freezing the build platform seems to help. I generally don’t do any polishing of the mold, just wash it and cure it. The molds are too fragile and short-lived to justify the polishing labor. I’ve occasionally tried to sand and polish some walls to help with part release, but it hasn’t seemed to make much difference.
I usually can’t make parts fast enough to overheat the mold (and I haven’t honestly tried). I’d say the bigger problem has been a mold that’s too cold. Sometimes I’ll just run a few shots to heat up the mold before trying to get a good part.
I’ve done HIPS, PP, and TPU successfully.
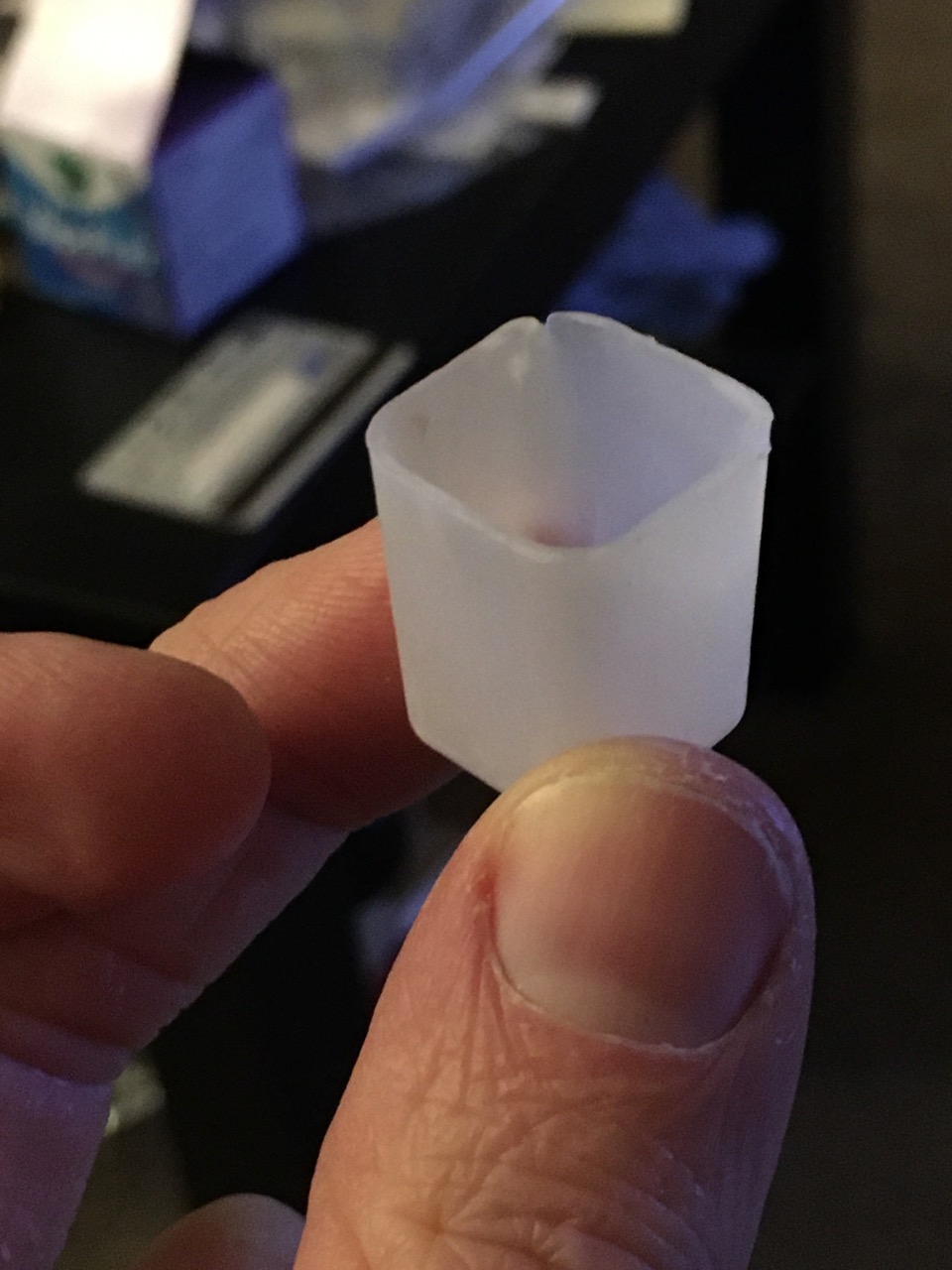
To learn and become more familiar with the process, I decided to try making a simple cup-shaped part. I was pleasantly surprised at the ability to mold deep thin walls (I believe the walls are 750um thick in this part) and I didn’t have too much trouble getting this part to form successfully. The biggest challenge was de-molding. Even with 5 degree draft, it was difficult to remove this part from the core. The imperfections you see on the lip of the cup are due to me using a knife to pry it off the core. This was done with PP in a High Temp V2 molding die. I’ve also done the same part in HIPS with a White V4 die.
It’s worth noting that I’m not any sort of tooling engineer. I’m just faking it till I make it through trial and error.
To answer your question, yes it’s totally possible as long as you keep your expectations in check. Small parts, large draft angles, limited number of shots. It’s no replacement for Protolabs, but it may be an option to help validate a design.
All really good information, thank you! Lastly, does printing in Hi Temp wear on the tank at all? I’ve been printing with Durable and it wears really hard, so I have to factor the cost of the new tanks in with new resins. This is an expensive system!