Hey there, @piGuy!
I just saw this in my email feed, and wanted to check in. I know you posted awhile back, and it even warned me that I was reviving an old topic. I struggled with this in the beginning, but I think I’ve got it figured out. Seems that people who are casting successfully are pretty secretive about exactly what they’re doing. No bueno! I’m hoping that you figured it all out and are casting successfully.
You never mentioned what type of casting setup you are using…is it centrifugal or vacuum? Steam, or sling? You mentioned trying to rig up a vacuum apparatus, but then also mentioned vacuum degassing. While troubleshooting my own casting issues, I learned that a vacuum casting setup the temperature can drop 100°F per minute, so it’s sometimes recommended to set a final hold that’s slightly hotter.
Did you use Formlabs’ burnout schedule?
Yes, what you are seeing is shrinkage porosity, but also the degradation on the surface may be incomplete burnout. I’m finding that I have to hold longer…my final temperature is about 750°C (1375°F), and I’m holding for about 3 hours. Somewhere on the forum someone mentions burning out hotter at 1450°F (790°C), the R&R’s tech support says that at that temperature the burnout is too hot and oxygen is too low to eliminate the ash completely…they also said the investment breaks down at hotter temperatures, so their recommendation is to stay closer to 1350°F.
Button (opening) side down during burnout is working fine for me right now, although I’ve started to take the flask out during the top temperature and blow on the opening in an attempt to get any residual ash out, then I put it back and make sure it comes back to my final temperature of 525°C (975°F) and then put it back in the kiln for another 20 minutes before casting. To be quite honest, this might be superstition because I haven’t noticed any difference…when I burn out overnight and forget.
My metal temperature in an electric furnace is 1015°C (1860°F). I am not using any flux in the ElectroMelt because it is not necessary with the graphite crucible. The carbon in the crucible makes it unnecessary.
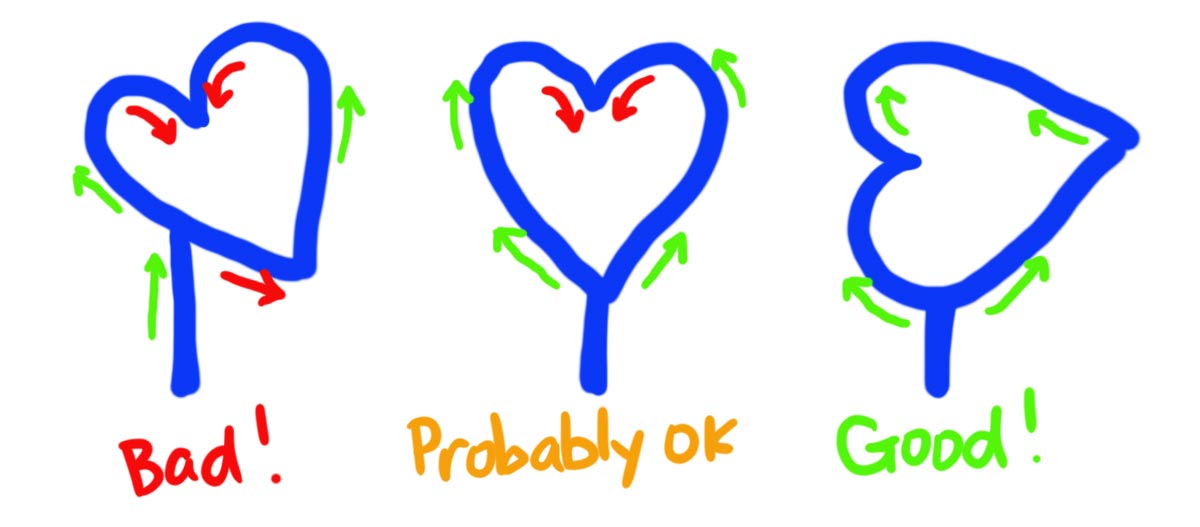
But here’s the main issue from my experience, and something I fought for awhile. I assumed that a bigger sprue meant that more metal was getting to the piece, so the bigger the better, right? NO. I recently took a class with a woman who’s an expert in casting and wax carving, and we talked about sprues, and the heavens opened up and it all made sense. Your sprue is holding in heat while the rest of the piece is cooling, and that’s causing the porosity near the sprue. I was having the same exact problem, and almost all of the porosity was adjacent to my very generous sprues.
Your piece seems pretty even thickness all the way around, so you need a relatively thin sprue that’s the same thickness as your piece. Also, “fillet” the connection to there are no sharp corners in the investment that can break off…it will also help the molten metal flow better. If you have a thicker area of the piece, attach the sprue at that location instead.
Most sprue waxes that are sold seem to be 8 gauge or 10 gauge, which are maybe about 2.5 to 3.5mm, so I mimic that when adding a sprue in ZBrush. Also, minimum thickness for a pendant might be 1.5-2.5mm. In a class I took awhile back, the instructor took the wax sprue and warmed it between her fingers and flattened it slightly to fit on a piece. I mimic that in my 3D program, taking a cylinder and modifying the end that goes into the piece.
Yet another consideration is the type of flask…are you doing a one-off with a 2" (50mm) diameter solid flask? That’s the easiest…I made a little diagram below. Your choice of location for the sprue is good…you have to think of the flow. I had struggled with my perforated flasks until someone mentioned that the vacuum pulls OUT instead of DOWN.
Forgive me if you already know that…I’m just putting this out there for anyone who might need the info (former tech trainer…it’s in my blood to share anything that will help others).
Another thing I noticed over time…Castable V2 gives a significantly smoother print surface, so if you’re doing this a lot, you might give it a shot. Be sure that your pieces are also cured completely (they will turn darker). I would sometimes cure for a day. Also, my LED nail lamp never cured my pieces, but one with a UV fluorescent tube worked beautifully. Weird, because the LED lamp works faster and better on my nails.
I’ve also become less afraid of seeing lines in my pieces…I don’t sand the model beforehand, and use a sprue clipper ($$) or jeweler’s saw ($) to remove the sprue CLOSE to the piece, then use a 4-cut hand file to grind off the excess, blending it into the piece. I then use emery sticks (sandpaper glued to a stick), or sanding boards from a nail supply and work from 400 to 600 to 800 to buffing. There are some from Tropical Shine that were recommended by another jewelry instructor in a class I took recently. You can literally go from rough casting to high polish with this inexpensive $4 four-way buffer.
Anyway, curious if you’ve made progress…the heart is adorable and I’m hoping your girlfriend loved it!