I wish I could say, I have absolutely no idea unfortunately. I just let them go at it. 
I’m not sure where I read this but, would it be possible to cast using anything other than Castable Resin? I think I read somewhere on these forums that it would be possible to cast Using Black Resin? Can anyone confirm this?
I cast daily clear and grey, just need to increase temp very slowly.
1 Like
Could you compare the temp increase to the chart provided by formlabs for Castable resin? How slow? half the speed?
Salam wr, virtually you can cast every resin based on organic chemistry, I casted wood, leaves and Lego bricks. Difference is just in burnout ramp, lenght, pattern dimension and investment type. “Castable resins” are just resins developed to minimize or remove side effects such as pattern expansion end ash residual. Filigree is very easy to cast with any acrylate resin, chevalier or academy or micropavè are quite hard to cast without a castable resin.
2 Likes
Perfect.
Thank you so much for your response! @BlueCat
If you want to cast non specific resins, my suggestion is to use dental investment (they have superior resistance) and finding out burnout cycle yourself. Some resin are best casted preheating oven at 850 celsius and putting cylinder directly at that temperature, other ones require to put cylinder when oven is cold and doing a slow ramp. As general tips: more oxygen they receive, better is burnout, more the cylinder is leaved alone to harden before burnout, better is.
2 Likes
Any results using lacquer?
hey @kristian1990 !
haven’t used yet. forgot about that. Maybe i try.
But founded some liquid (for dental casting)
it should prodive more sharp edges and details after casting, but it failed totally
I have adjusted the curing level. (didn’t knwo that it is also important)
FOunded that prints should be cured differently for long time and short time burnout.
Today have received almost clean pieces in normal casting procedure (as usually is used for gold in lost wax casting)
but the prints have expanded in some bottom areas of rings (maybe too much water or too small curing or sth else).
Easy to file the extension, but want to avoid that and get just perfect clean piece. Tomorrow can send you some pics.
Try to cure simply just a little bit. Really a little when you feel it is rigid. ( I do it for 15-20 minutes of my own curing device)
it takes long time, but i am close to just clean pieces after casting.
also tried to cast with a friend for short and rapid burnout. (here prints should be have different curing level.
short burnout - It works too.  no need any other special resin
no need any other special resin
just more efficient - it takes smaller amout of time.
Kristian do you have own experience ?
Hi PeterG,
Im using formlabs castable resin, cured it for one day using money detector uv lamp, after curing time the models get slightly darkened, i submitted it to a normal casting house and got good smooth results until last week. The last two models that i submitted got porus surface, until now the cast results were not good. Im still not sure what is causing the problem, is it the model or the resin, they told me that they are using the same investment and casting method. I saw your conversation with evert, regarding the lacquer technique, and hope this will resolve the issue.
For now, im preparing 3 types of resin to be submitted tom for casting. One is formlabs castable resin, cured for two days and lacquered (had no success with just two days curing), next using 3rd party castable resin, third using formlabs black resin (saw someone getting successful results with non castable resins).
Anyways, i really thought you already tried the lacquer method. This might be out greatest solution. :D. Whats your recommendation for curing time for both short and long burnout?
Anyways, i really thought you already tried the lacquer method. This might be out greatest solution. :D. Whats your recommendation for curing time for both short and long burnout?
About curing it is like that: we all are using different devices.
even if i tell you how to it, probably with different lapms/source of light you will receive different result.
For long burnout: slight shell curing (15 mins for studded earrings; 30-40 mins for thicker ring)
for short burnout: very strong curing (sometimes 3-4 hours) it changes colour a lot.
regarding to different results of outsource casting house:
you do not have any controll on it. You just give them printed pieces and wait (pray)
they could mix inverstment with water in almost proper ratio, (just as an example)
so result can be different: eg: too much water = expanded resin, because investment is not rigid enough.
I got this week : silver ok, yellow gold expanded,
white gold not expanded, but to repair all wholes in cluster ring) - just drilling to do - but it should be opened.
There is no tragedy, I can work with that. There is no need to overweld nowhere, - happy with that.
So all pieces are solid (really small prosity) and require just some filing and some drilling.
I saw your conversation with evert, regarding the lacquer technique, and hope this will resolve the issue.
OK, I think i buy finally one laquer soon and try to do that. I was impressed too with his method.
Do you think it is a proper solution if you want to cast for example 20-50 pcs?
/just asking/
keep in touch
Hello Kristioan
I am sending you some pics of rough casting



this solitarie is fine

fortunatelly expanded areas can be treated with filing and other abrasives.
All prongs exist. hahaha. happy about that
about silver casting, 2 rings are fine. No expansion. like magic. Don’t know why.
One piece from yesterday is for repeat. All the wholes in cluster ring are closed.
Almost everything is closed in that ring.
After long time using FL does anybody receive surface close to smooth?
nice. thanks for sharing. Noted for all your curing time.
We are about to send the castable resin with lacquer and clear resin tomorrow.
hope I will have good results. I might even request for dental investment, I found someone here getting good results with dental investments.
Last option is to create rubber mold for clear resin.
PeterG:
It looks like investment cracking due to the different expanding rates of the resin and investment. As the investment cracks, investment particles can cause what looks like porosity. on the surface (most of the time they are internal). This condition will come up sometimes and we have not been able to eliminate it completely.
The best thing that I can suggest is to follow the Formlabs investment rules completely, especially the dwell time at the low temperature.
You might try AstroVest investment, It is almost identical to most dental powders and a lot cheaper. than any dental powder I have seen.
Bill Box
Hi bbox,
Do you think I’m on the right path to use dental investment? I’m getting porous cast. 
Kristian:
Skip to last couple of paragraphs for my opinion. The rest is my pedantic side taking over. Sorry.
As you now know, this dental investment powder is the phosphate bonded type. If your caster has always used gypsum type he probably does not know that the phosphate type must burn out at at least 100 degrees C hotter. This is where its strength and high temperature resistance happen. Poor performance will probably result if he uses the regular gypsum type temperature. If you continue using dental investment, you must make sure that the caster knows this.
We use AstroVest which is an industrial version of your dental investment. I am pretty sure that it costs much less and gives similar performance.
One thing to consider is that if you have ever visited a medium sized jewelry casting house, they have many flasks in a furnace. They all get the same burnout cycle. It is possible that - even though they say that they use the Formlabs cycle - your flasks are really getting a standard cycle. If you do not use the Formlabs cycle, you risk failure regardless of the type of investment. I am not saying that every cast will be a failure, but after casting thousands of RP pieces, the results are clear: use the Formlabs cycle. The low temperature dwell time is the key. I am also not saying that every flask you cast using the Formlabs cycle will be good, but your chances of success will be much higher.
I know about this low temperature dwell and extended peak temperature time techniques because my firm developed almost the same cycle about 20 years ago at the dawn of the RP age. They were completely casting unfriendly. ( No jewelry, just medical and military parts). We also found that longer times at peak temperature helped with porosity considerably . Do not confuse regular wax with RP resins. Wax melts and runs out of the flask. Whatever is left easily reacts with the air and vanishes completely. Our RP resins do not melt. They rely on decomposing in air completely. The pattern remains much as is until pretty high temperatures are reached. The pattern expands faster than the investment and this causes investment fracturing. This leads to “flash” on the completed part and porosity if the broken shards of the investment are at the surface. Look at one of your parts and see if there is investment in the tiny holes. If not, there was - in my experience - an incomplete burnout. We always thought the the dwell at low temperature " softened or something " the pattern. If you were to place several thermocouples at different locations in the flask, you would see that the very center of the flask lags the furnace temperature greatly. That is why you need the long dwell times at the low end and high end of the burnout cycle.
Dental investment may be one way to help your problem. Just make sure that the lab uses the Formlabs cycle. Be firm. Staying in the furnace at peak temperature a couple of hours longer could also help, possibly a lot. Not every cast will be perfect, but chances are much better.
Perhaps the fact that more forum members are turning to the high temperature investments is that the higher burnout temperatures involved allows the pattern to be better decomposed and removed. I think that the lower temperature gypsum investments might perform as well if the flask stayed at peak temperature a few hours longer.
Dental investment is expensive, but you look like you are casting valuable parts. It may be worth it. Also using the latest gypsum low temperature powder (Plasticast?) Formlabs recommends may give you good results, too.
Finally, never trust your caster unless he can show you that he knows and follows the Formlabs burnout cycle. This is important. Our outside casters were so out of control that it forced us to bring casting in-house.
Bill Box
PS There must be many ways to get good castings, but the above is based on my experience. The advice is free, but remember, you get what you pay for.
Hi bbox,
(Warning: Bad english grammar ahead, I’m not a native english speaker)
Thank you very much for the lecture. I will surely take note all of these 
3D printing is just new in the Philippines, most of the casting house use improvised furnace (i think), I even guess that they don’t have control with the temperatures. The first time I gave my model to a casting house was a failure, they told me that they over burnt the investment so the cast turned porous (not actually sure with the terms), no success with all the 3d printed model that I gave. Until I turned to another casting house, they told me that they used improvised furnace, that time I already thinking that this will be another failure, but still I tried (and pray), because someone told me that they are in casting business for a very long time. (it’s like experience vs formlabs burnout cycle). Suprisingly, the cast was successful!, I gave them more models, and still a success, the jewelries were smooth and bubble free. Until last week, the last model that I gave failed, the metal was porous and the problem continued until today. They told me that they did not change any casting process and same investment. So is it just a luck that the first batch was successful?
I already confirmed that they are using gypsum type. So I’m thinking, since they don’t have control with the temperature, the last week cast maybe was over burnt (not sure with the term), and based on my research gypsum type has only certain limit with temperature, above this will result to a porous metal. For now, I can only control the resin models and the type of investments, I’m planning to supply them with phoshate bonded type (PLAN C), since it can resist high temp, and hopefully less reaction to the resin model. I’m still waiting for PLAN B, lacquering the model. PLAN D, creating liquid rubber mold from 3d printed model, PLAN E, investing for my own burn out oven, PLAN F, sell my form 2. 
I’m really hoping that PLAN C (supplying phosphate type) will work, PLAN B (lacquering), i think will reduce some details.
Krisitan
kristian1990:
Wow! It looks like you have a great plan to help get the quality you need.
Gypsum investments should be cured at 730 degrees C if I remember correctly. Just a few degrees higher and the investment begins to decompose. Usually, it turns yellow where it touches the cast part and stinks like sulfur. The part is usually totally porous. I mean like it came out of a volcano porous, dis-colored and stinky. I suppose if the investment is just above 730 it might not be as bad.
Do you know if your casters are using a gas or electric furnace? If it is electric, they can make a temperature controller for about $150. I can tell you how to do that, but the parts may have to come from the US (even though they were made in China).
I bought a cheap (< $75) electrical multi-meter recently off ebay that - using the thermalcouple setting - could at least tell them the furnace temperature at any given time, electric or gas type
I have never tried to regulate a gas furnace so I will be no help there.
I have never seen phosphate bonded investment over temperature. I guess that it may be more forgiving. I think it likely that your part will have more flash than usual, but I really do not know. It is important that the investment must be taken to a minimum temperature or strength will be compromised. It is about 100 degrees C higher than gypsum types, again if memory serves. You need to follow the manufacturer’s instructions.
Good luck with your efforts. Your plans seem well thought out especially considering your resources. I was lucky - I had a laboratory to help and probably a bit higher budget in those days. Please keep us informed on your results.
Bill Box
Hi bbox,
Noted for 100 degrees C higher for phosphate.
Really need to save my newly established business.
Sure I’ll update you which “PLAN” will work
Kristian
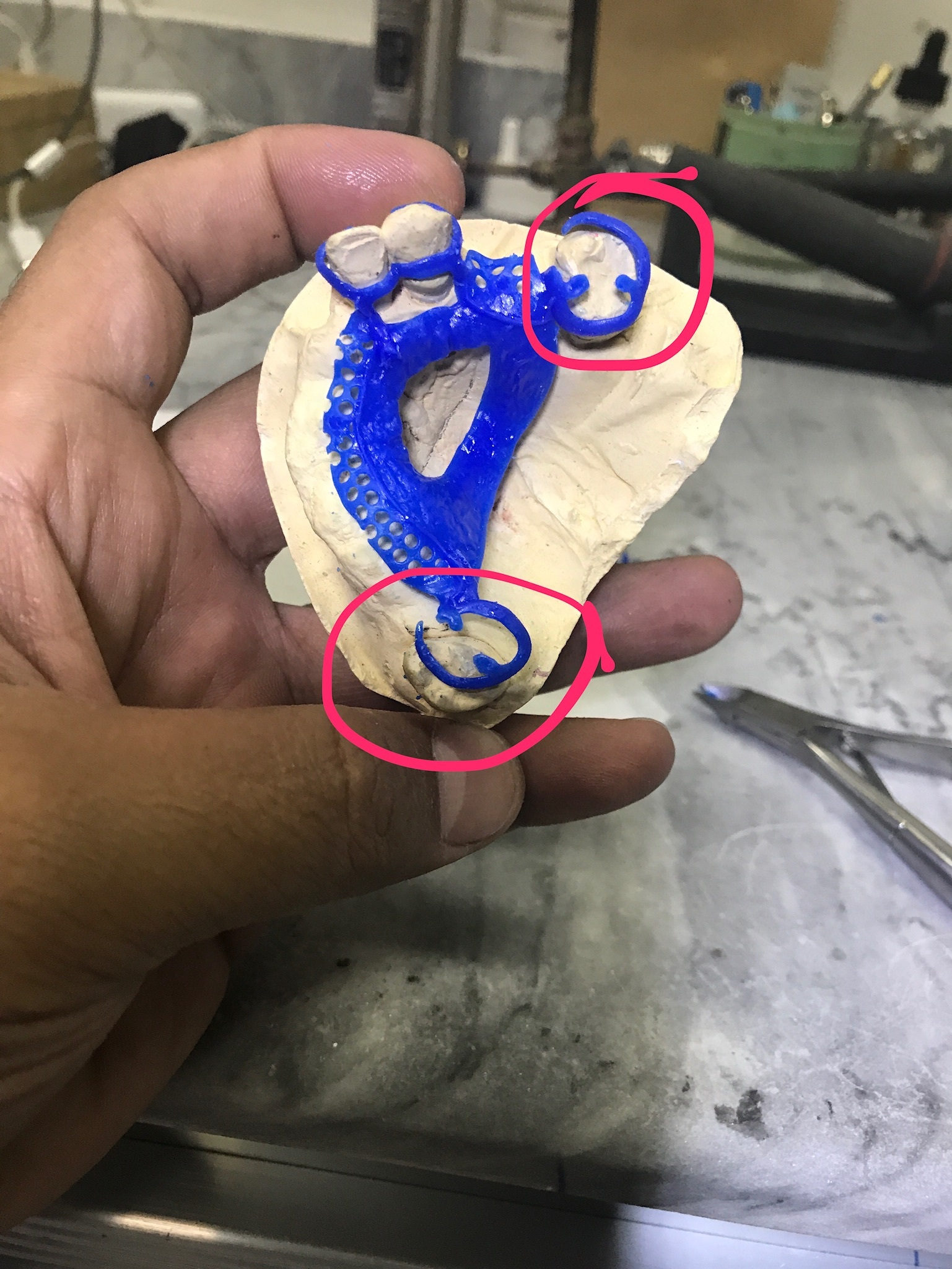
Hi David
Finally I found a person who works chrome cobalt I’m paging you to help coz no body knows about our work
I made many printing chrome cobalt but actually just now when I joined this page I found that I need to cured after printing coz what I print directly I cast it and the result sure not fitting on the model please share me with your information about all steps from the beggingcoz my problem all the cases I print are shrinking ![]()