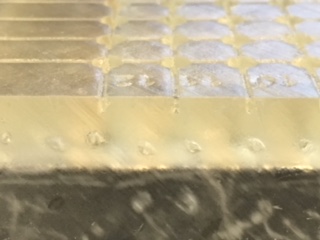
I am working on a project, to print a customized 96 plate.
the hole radius is 3.5mm but after printing it seems wether smaller or the end of the whole almost closed.
Can you please help me troubleshoot this to try get the exact results?
Small long holes will normally have some taper to them. I do see some resin chunks in the pictures.
To clean out the holes you’ll need to flush IPA through each hole before post cure. The squirt bottle works well for this and a small bristle brush (mine is for cleaning an airbrush) works wonders.
If you need accurate holes use a drill bit to finish each hole. If you need really accurate holes use a drill followed by a straight flute reamer. All of this can be done by hand.
Note: It’s common for printed part holes to need finishing if accuracy is critical. This is not just a Formlabs deal. Ejector pins for mold cavities made on “high end” printers are normally reamed to final size as well.
Thank you so much for your fast reply, I already put the plate in IPA over 20mins but apparently I should have used a brush for the whole, although even the 2mm deep lines some of them did not print well at the end just like in the picture shown, does this cross the printer’s capability or just finishing is needed here?
Can you upload a screenshot of the orientation that was used for this? Orientation can play a big role in how well features like these resolve and the other recommendations in this thread like using a brush or syringe to open up the holes can be helpful afterwards.