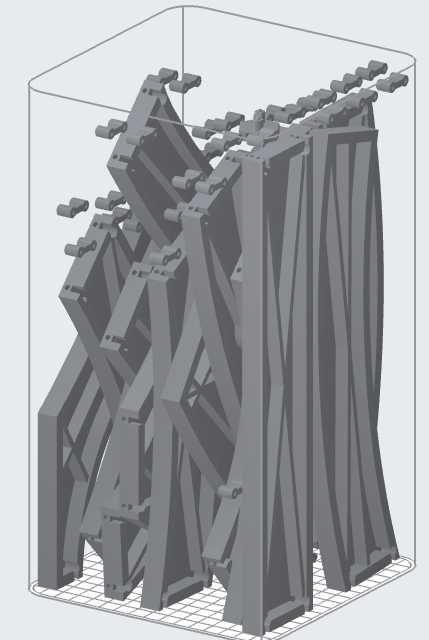
This link-and-pin setup worked well to print a 14-part kit that assembles into a 2.5’ x 3’ logo wall-hanger. 1/8" pins provide part registration, and the links are more than sufficient to carry the load.
The trick to making this low-effort in Fusion 360 is to model the link (the pin isn’t pictured here) and then build a cutter tool as a sub-component of the link. Defining a joint origin relative to the center point of the pin allows me to copy-and-paste the link component, then use a joint to attach the whole thing to the corner of some face without any additional fiddling. The cutter component is extra tall because it makes it easier to click on when setting up the combine-cut operations.
Usability is excellent. Populate the build volume in PreForm and go. The live camera feed is wonderfully distracting to keep open on a second screen. The per-build and periodic maintenance aren’t challenging, other than occasionally navigating a cleaning swab way, way up to where the galvos live. You will want to stay on top of vacuuming up the Nylon powder; it’s so finely milled that it tends to hang in the air much for longer than is convenient to wait for.
Reliability has been good, I haven’t had any prints that have failed outright. The powder recoater in my unit is squeaky, but the support team is working on a resolution. I am still going through the “new toy” phase and pushing up against the design guidelines to see what I can actually get away with without getting warping, inclusions, or other defects. If I stick to the SLS design guide and don’t put parts right up against the edge of the build chamber, the Fuse is a fire-and-forget machine.
Extracting the parts from the cake and recovering the powder does require a bit of detail work, but it’s a nice time to zone out. I usually reach a point of diminishing returns of reclaimed powder versus effort and head over to my blast cabinet to finish off the parts.
That’s awesome to hear - I have been interested but hesitant because of the messiness of SLS in terms of powder everywhere (in the air and all over the place).
How does it handle low volume builds? For example, if you’re not packing the build volume but only using part of it? I know this isn’t as efficient, but wondering if it has a place in a low volume/prototyping scenario.
Low volume builds turn out fine, in that you can get good parts, but it’s not an efficient use of machine time. There’s a fixed time cost for the Fuse to heat up the build chamber to the working temperature, compact enough nylon to start building on top of, and then cool to below 100° C before you should remove the build chamber. Then you need to wait for the cake itself to cool down so as to not warp the parts. All that said, I’ve done two low-volume builds in a workday.