Hello all. Currently have a Form 1+, but the inability of it to produce consistent quality parts has my patience exhausted. Looking for something better. When I print a part like this Gear.STL (189.0 KB)
, I get about 3% success rate. No teeth on the failed gears. 2-3 out of 100 will have near perfect results. Yes, the machine is clean (it is in a lab room with filtered air even).
Any feedback and photos with Form 2 success/failures will help me out a lot.
We of course don’t want to force you into upgrading to a Form 2 because your Form 1+ is being a bit challenging. I read your earlier thread in Form 1+ troubleshooting and if you haven’t done so already, I encourage you to get in touch with our support team. The variations you’re seeing in laser spot between prints lend itself more to issues with mirrors than the laser. Our support team will be best suited to help and I’m sure some of the troubleshooting you’ve done will be valuable.
If you do want to get a print of that gear on the Form 2, we recently started offering custom samples. You can ask our support team to print the gear for you for comparison and they may be able to help or you can request a custom sample part through this form. Her’es to hoping you’re able to get things running more reliably!
im actually printing it right now in tough resin… should be done in 10 minutes. I just ran it flat on the bed (because its small). I wasnt worried about the thicker base layers, because im sure you just want to see if the gears come out right
Man I didnt realize it was this thiny when i started printing it… this is at .1mm layer height… something this small should be done at .05 likely… From what I can tell it turned out fine.
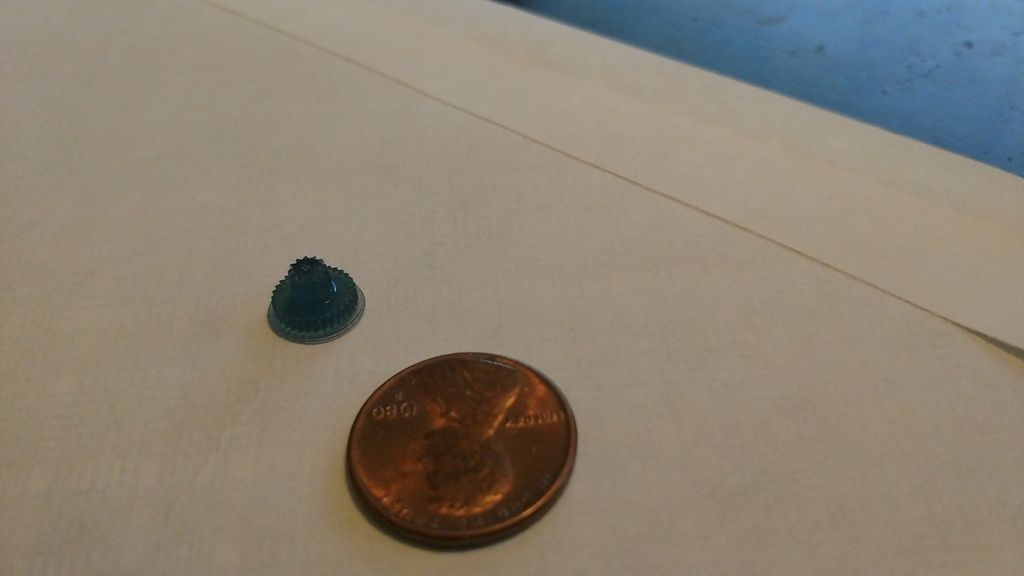
Now that looks pretty good! Bet it gets even better if you tried it with clear. I can’t get teeth to even appear with the strong resin even on the best day of my 1+. I had to use clear to get the details in the photo which is a functional gear for my application. Here is what my 1+ can do when all the planets align properly.
I have a mini lathe that I use to turn the disk off the back of the gears. I had to add the disk to the backside of the gear to support the teeth while the gear is being formed in the printer. The best placement I found is for the large backside of the gear to be parallel and facing the build platform. The pinion faces the tank/peel layer.
As of now, my gears come out not having any fully formed teeth. Probably going to send my 1+ in to have it looked over.
I can easily edit my drawing to correct the teeth profile. I doesn’t matter anymore because now the peel motor mechanism quit working in my 1+ lemon POS. Motor seems to be very weak and loses count; the tray eventually stays stuck at the bottom at an angle. I think I will throw the towel in on the world of 3D printing.


{kind=link}
{kind=link}