I understand. What are you trying to print at .25um if you want I can try it on my Prusal SL1.
The 25 micron thing is odd to me as well. Maybe it’s a Formlabs thing or an SLA thing in general, but DLP and Material Jetting/Polyjet machines don’t seem to have that problem. Perhaps that’s why most industrial SLA machines bottom out at 50 um?
I think we will end up with the Form 3 in any case, even if there’s a lot more post processing involved. Would love to have a Projet but it’s tad out of our price range.
Projet 3600@ 16um layers.

There’s definitely a lot of marketing lipstick in the 3D printing industry. I’ve noticed Formlabs start to succumb to it as well, and I felt they were deliberately misleading about Form 3 print quality when the machine was introduced. That said, they’ve come a long way with those resins which have undergone tuning in the last few months. I would think surface quality from a Formlabs printer at 50um ought to be able to outshine most FDM’s at any resolution (feel free to show me otherwise!)
@Cesar_Rullier is absolutely correct, 25um is intended for specific types of models (small, lots of fine features). For what it’s worth, there’s a warning in Preform saying as much when you select it. Personally I’ve found a larger layer height can yield better results for more general prints, especially when it comes to overhangs or other features which can get damaged during a peel.
1 Like
I don’t want to get into all the technical aspects of it because I am not an expert - but when talking to Formlabs support it made a lot of sense when they explained why 25um is suitable for small fine detailed parts. I bought the machine thinking I would only use 25um for jewelry , but for the type of jewelry I am making its not the right setting.
With 50um you can’t see any layers and that’s really what you are looking for no? To have a (rather) fast print with smooth surface . As long as these 2 are checked I am good.
But that’s just me- I understand different users will have different needs.
1 Like
If you dont want to see layers - then those need to get into injection molding or CNC. 3d printing will ALWAYS show layering and artifacts. I have come to terms with because I understand it. Even machining metals need post processing and they make a ton more work than “print”.
I stopped buying into marketing a while back after I was bit in the butt a few times because my expectations were set on “good” aggressive marketing.
I hardly print below 100 um on my resin printer, and let me say that quality is great. I just suck for those who bought the machine thinking they were going to get injection molded type miniature prints out of it with zero post processing.
what is not acceptable to me would be failed and warped prints especially after having a good understanding of support placement etc. sometimes it happens but that is not the norm even with cheap resins.
Yes, one mans 50 microns is another mans 25 microns.
One man happy with formlabs advertising, another man feels duped.
I`m genuinely glad there are people who can get satisfactory use out of the printer even when its specs are below what was advertised. I wish I was one of them.
1 Like
how long have you had your printer ?
There are two very different issues here.
The first one is the ongoing but improving issues the Form 3 is having. There are problems with printing anything below 100 micron, because of software configuration issues that shouldn’t be there, and will hopefully be gone eventually. In that context, it is a big fat excuse.
The second issue is a more fundamental, but less serious than most people are making it sound. There is ALWAYS a chance for an artifact on any layer, so the more layers you have, the more chances of an artifact you have. But this whole idea that this makes 25 micron unsuitable for anything but tiny jewelry, just isn’t true. I have printed literally hundreds of parts at 25 micron between both the Form 2 and Form3, and outside of the first issue I mentioned, I have not noticed all these supposed problems with rampant layer shifting in 25 micron.
That said, 25 micron is slow. If I can get away with printing at a larger layer size, I do, but I have never once said to myself “oh, I wish I could use 25 micron, but then layers are going to shift.” I use it on every part that needs it, and on the Form 2, and now in black on the Form 3, have always been happy with the result.
1 Like
I agree with your points, @lmlloyd. Almost everything I print is at 25 microns with Grey v4 because the quality of the prints is better than 50 microns with the smaller scale models.
There is a third issue though. It relates to the ‘impression’ that potential buyers may get. Before purchasing a Form 3, I noted that some resins were listed as supporting prints down to 25 micron layers. This appealed because I knew in advance what type of models I was interested in printing. When I contacted the local distributor, they were very clear that:
a) anything below 100 microns was not supported at that time in the colour type that I was most interested in; and
b) going below that was rarely beneficial in any case
So I was able to make a decision based on a clear understanding of the known limits of the Form 3 at that time. The representative from the local distributor was incredibly helpful in this regard. She even offered to produce a sample print. Online video reviews were helpful as well.
Once I had purchased my Form 3, it was very clear from PreForm that 25 and 50 micron prints were in beta-phase only. It would have been good to see this stated more clearly in the marketing material but this would not have affected my decision.
Robert
I agree with you- I just mentioned jewelry because that was my discussion with formlabs and not exclusively for jewelry.
This is exactly where I think there is a huge divide between new buyers and previous owners of the Form 2. I am glad to hear that there are distributors out there properly setting expectations for the machine, but for previous Form 2 owners, the obvious expectation was that the new printer would be better than the old printer. I seriously doubt a single person would have “upgraded” to the Form 3, had the expectation been that in a year or so it might get to the point where it prints as well as what you already have, in some select resins.
I don’t want to just endlessly bag on Formlabs. They actually have done a good job fixing some of these problems, and are clearly still working hard to fix the remaining ones. Credit where credit is due. But it is difficult when you hear that your expectation were too high, if you expected a new $3,500 printer to work as well out of the box, as the several year old machine it is replacing.
4 Likes
I’ve had my Form 3 for 9 months now and printing in White V4 still sucks as much as it did 9 months ago.
Just to collate data for as many resins as possible-- I’ve been trying to address the same issues discussed in this thread (overcuring, layer-shifting, etc.) with Castable Wax resin at 25 microns to no avail.
I would be interested to hear from anyone successfully printing high resolution Castable Wax on the Form 3.

Have been having some success with the Form 3 in gray V4 and black V4 printing models that do not have openings. My Form 3 has achieved a 69% success rate since the 1.6.6 firmware update. This may sound very low but it had a 0% success rate previously. (My two Form 2s have a 96% success rate). So tried printing large, flat objects, to see how the Form 3 would perform, in this case printing nameplates for scale models. As you know, large flat objects are typically challenging for 3D printers to print. My Form 2s print them very well. The nameplates are 10 cm long (~4 inches).
Several nameplates were printed on the Form 3 in both black V4 and gray V4.
The good:
- the models did print flat as intended
- text printed distinctly with sharp edges
- decorative rope border printed as intended
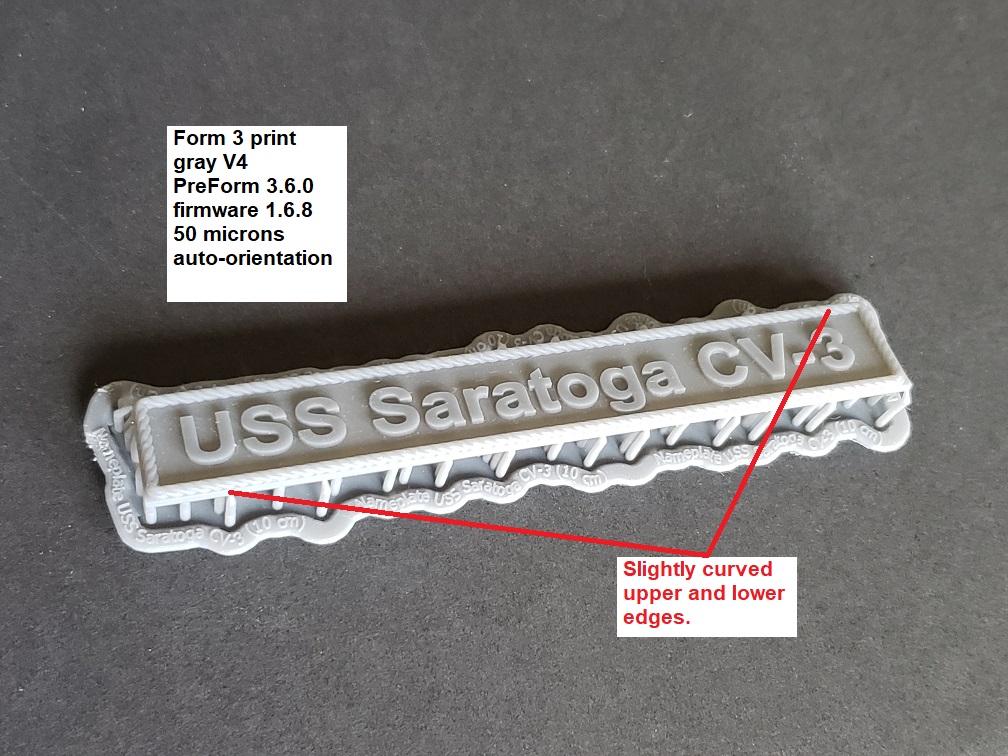
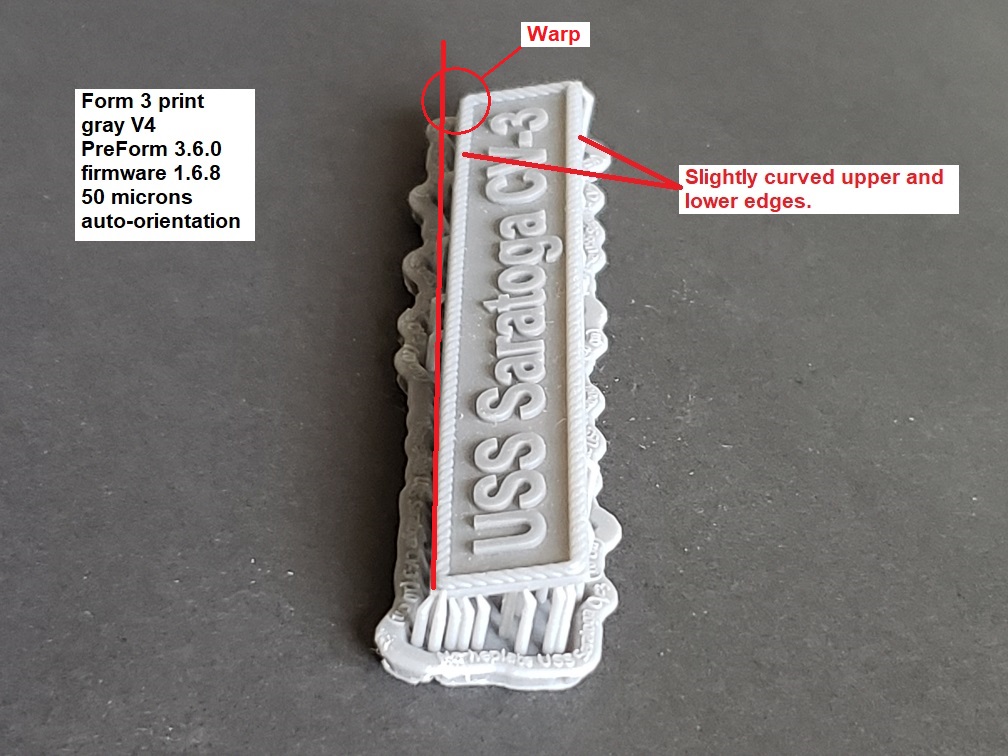
The bad: all test prints were noticeably warped, gray V4 very slightly, but the black V4 especially so. It was if the nameplate were bent in the shape of a frown. Also, the left and right edges were shorter dimensionally than the middle in some cases by as much as 3 mm.
The nameplates were warped such that the top and bottom edges printed curved although designed to be perfectly straight. Text followed the curve. There was some layer shifting present in black V4 but not gray V4.
The nameplates’ top edge, which suffered the most curvature, were oriented down for printing.
Changing orientation to attempt to eliminate the warp:
- Changing the orientation on the build platform (left-right vs. front-back) did not improve or eliminate the warp.
- Changing the nameplate’s position on the build platform did not improve or eliminate the warp.
- Changing the orientation of a nameplate manually to increase the angle in two planes (printing it with a corner pointed down like a diamond rather than an edge pointed down) had no affect.
Below is a rendering of one as designed followed by photos of the test prints. Neither gray or black model is sellable in this condition.
- PreForm 3.6.0
- firmware 1.6.8
- 50 microns
- Gray V4 and Black V4 resins
- orientation: “one click print” auto-orientation used



2 Likes
Ouch. Does it curve mostly in the Z plane or X/Y?
I know it would introduce other issues but I’d be curious to see what it looks like with the backside printed directly on the base (you’ll probably need to add some thickness).
Did you post cure these, or is this straight out of the wash?
I haven’t seen this problem before. I just printed several mostly flat pieces that were about 11cm, and they were close enough in the X and Y, that they all tile together just fine. There was some bowing in the Z, but shelling out the center helped with that.
1 Like
What was the support touch point size and density? Supports look pretty sparse.
Also curious how long it was washed for and if this is post cure. I haven’t seen issues like this on my F3.
I don’t think it’s a support issue. That looks like adequate supports for something that thickness. Moreover, at least as far as I can tell from that picture, the supports look straight, and there doesn’t seem to be any warping in them. So it’s not the part sagging against the supports.
1 Like
Relative to the nameplate, the warp occurs in the XY plane with dimensional inaccuracy at the ends of the nameplate (the ends are shorter than the middle, as if they ends have shrunk in the XY plane). The nameplates are uniformly thick in the Z plane, as intended.
The flat background portion of the nameplate is 1 mm thick. The rope border rises another 1 mm above the background for a total thickness of 2.0 mm. The text rises 0.75 mm above the flat background.
9 nameplates tested. All nine warped. Warp in black V4 much worse than in gray V4.
Yes, the supports are straight. I may be wrong, but the print raft does not appear to be warped, just the nameplates. No sag between supports. Once removed from the raft, the back of the nameplates are flat, as intended.
Touchpoint size 0.6 mm
Touchpoint density 1.0
Supports and orientation auto-generated by PreForm for 6 of the nine test prints. The last 3 nameplates were auto-generated in PreFrom then their orientation was manually changed to increase the angle of the nameplate relative to the build platform, and to increase the number of supports, and for test print number 9 to change the nameplate orientation on the build platform in the Z plane by 90 degrees. Manual changes did not improve the warp or eliminate it.
Warp noticeable before wash and cure, right out of the Form 3. FormWash and FormCure had no noticeable affect on the existing warp. In other words, the FormWash and FormCure did not create the warp nor worsen it.
Before photos taken:
7 minutes in Formwash with 99% IPA
30 minutes in FormCure at 60 degrees
I would not attempt to print nameplates directly on the build platform due to adhesion issues with the Form 3 (a different issue discussed in another thread and with FL support). Models are generally very difficult to remove from the Form 3 build platform without breaking them, especially with black V4. The Form 2 does not have this adhesion issue. Having broken several print rafts and models trying to remove them from the Form 3 build platform, I am quite certain I would break thin nameplates attempting to remove them from the build platform if printed directly on the platform. Regarding thickening the model so that it can be removed from the platform, in principle, a model that prints well on a Form 2 should not have to be redesigned changing its geometry, effectively making it a new model, in order to be printable on a Form 3. This would indicate that in order for a model to be printable on the Form 3, each model would require an iterative process to find by print experimentation the optimal orientation and support array until a printable, non-warped model was achieved. That is not practical or economical in terms of time and expense. The Form 2 does not require such an iterative process. A $240 Anycubic Photon does not require such a process.
Since the 1.6.6 firmware update, my Form 3 is now able to print some models well in gray and black at 50 microns and 25 microns, too, generally those that have a boxy geometry and do not have openings. Very thankful for those who worked hard to achieve that update. But the Form 3 continues to struggle with models that are flat or have small openings, especially if the openings are in the vertical plane. These nameplates are among those that my Form 3 cannot successfully print. Hopefully, future Form 3 firmware and PreForm updates will correct the warp exhibited by these nameplates.
3 Likes
I’ve never printed with the Form 2. I agree 100% with your observation that printing on the Form 3 requires far too much iteration. I have found that the quality of prints is very dependent on orientation and support settings. Even when Preform tells me that I have no issues, I have had very many prints that needed fine tuning of the orientation/supports. It is very frustrating and results in unnecessary waste of resin. Formlabs needs to address this issue.