I tried to print two halves of a mold in High Temp resin for a tin metal casting and I end up (twice already) with the two halves being severely curved in the middle of the piece, so they don’t stay “shut” when joined, even under pressure!
Any clues on how to improve these results? I can understand some “shrinkage” of the piece in terms of tolerancy, but this is way too much and UNEVEN!
Any advice will be appreciated!
Thanks!
PS. I orient the two halves as usual, 45º or so from the bed:
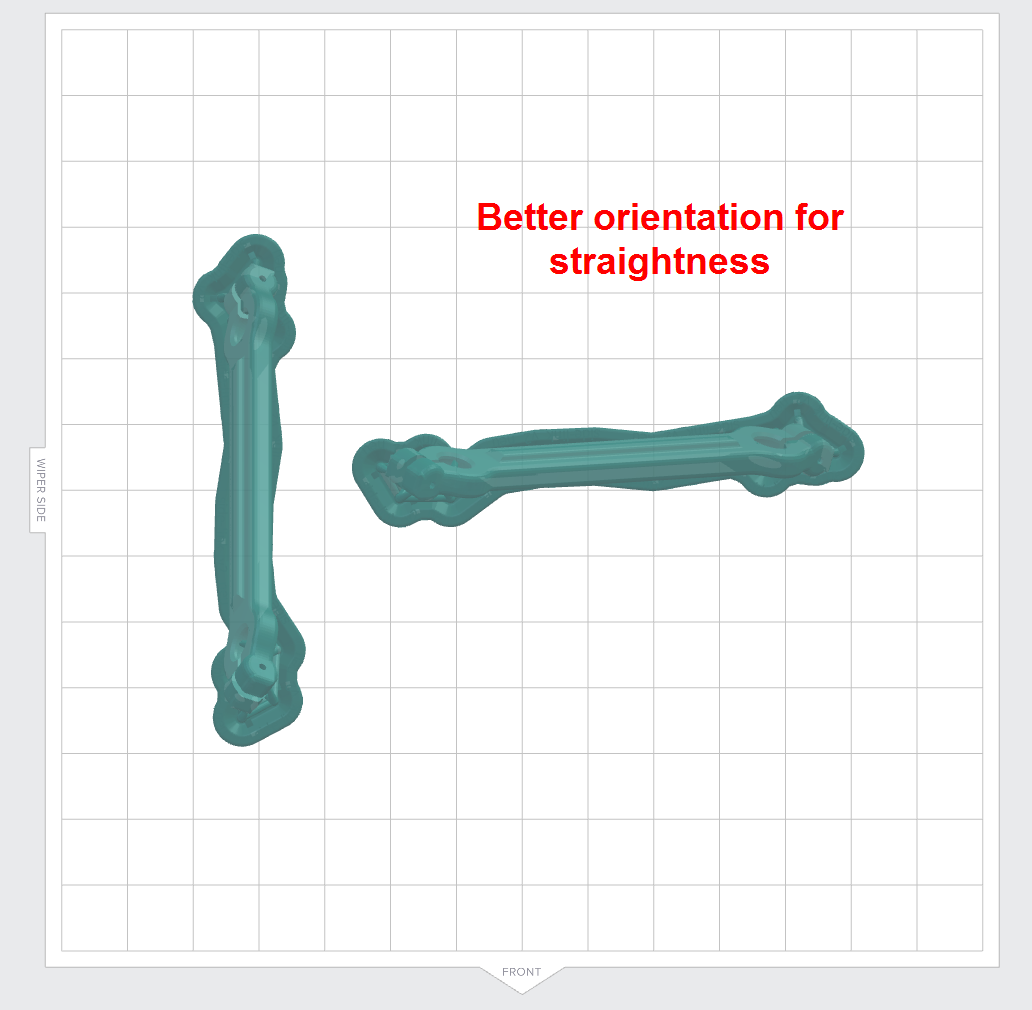
Yeah it’s possible and I’ve had similar problems with “thin” parts which have to fit like your HT shells. I found out that the parts come out way “more straight” when I place them on the platform parallel to the wiping direction. I can imagine that some parts might bend during the the delamination forces from the VAT. Maybe you give it a try!
Just a shot in the dark and I’m not sure if it will work or not but maybe if you clamped the parts together during the UV cure it might help them stay straighter.